Product Description
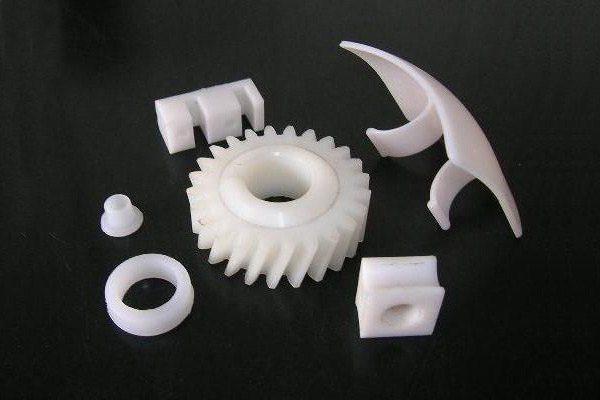
Plastic Gear Worm Drive Wheel Good Price Ground Shaft Spur Helical Micro For Gearbox Speed Reducer Outdoor Ride Car Spare Best Manufacturer Pinion Plastic Gear
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Motor, Electric Cars, Motorcycle, Machinery, Marine, Toy, Agricultural Machinery, Car |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | Internal Gear |
| Manufacturing Method: | Rolling Gear |
| Toothed Portion Shape: | Spur Gear |
| Material: | Stainless Steel |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can you explain the role of temperature and pressure in injection molding quality control?
Temperature and pressure are two critical parameters in injection molding that significantly impact the quality control of the process. Let’s explore their roles in more detail:
Temperature:
The temperature in injection molding plays several important roles in ensuring quality control:
1. Material Flow and Fill:
The temperature of the molten plastic material affects its viscosity, or flowability. Higher temperatures reduce the material’s viscosity, allowing it to flow more easily into the mold cavities during the injection phase. Proper temperature control ensures optimal material flow and fill, preventing issues such as short shots, flow marks, or incomplete part filling. Temperature control also helps ensure consistent material properties and dimensional accuracy in the final parts.
2. Melting and Homogenization:
The temperature must be carefully controlled during the melting process to ensure complete melting and homogenization of the plastic material. Insufficient melting can result in unmelted particles or inconsistent material properties, leading to defects in the molded parts. Proper temperature control during the melting phase ensures uniform melting and mixing of additives, enhancing material homogeneity and the overall quality of the molded parts.
3. Cooling and Solidification:
After the molten plastic is injected into the mold, temperature control is crucial during the cooling and solidification phase. Proper cooling rates and uniform cooling help prevent issues such as warping, shrinkage, or part distortion. Controlling the temperature allows for consistent solidification throughout the part, ensuring dimensional stability and minimizing internal stresses. Temperature control also affects the part’s crystallinity and microstructure, which can impact its mechanical properties.
Pressure:
Pressure control is equally important in achieving quality control in injection molding:
1. Material Packing:
During the packing phase of injection molding, pressure is applied to the molten plastic material to compensate for shrinkage as it cools and solidifies. Proper pressure control ensures that the material is adequately packed into the mold cavities, minimizing voids, sinks, or part deformation. Insufficient packing pressure can lead to incomplete filling and poor part quality, while excessive pressure can cause excessive stress, part distortion, or flash.
2. Gate and Flow Control:
The pressure in injection molding influences the flow behavior of the material through the mold. The pressure at the gate, where the molten plastic enters the mold cavity, needs to be carefully controlled. The gate pressure affects the material’s flow rate, filling pattern, and packing efficiency. Optimal gate pressure ensures uniform flow and fill, preventing issues like flow lines, weld lines, or air traps that can compromise part quality.
3. Ejection and Part Release:
Pressure control is essential during the ejection phase to facilitate the easy removal of the molded part from the mold. Adequate ejection pressure helps overcome any adhesion or friction between the part and the mold surfaces, ensuring smooth and damage-free part release. Improper ejection pressure can result in part sticking, part deformation, or mold damage.
4. Process Monitoring and Feedback:
Monitoring and controlling the temperature and pressure parameters in real-time are crucial for quality control. Advanced injection molding machines are equipped with sensors and control systems that continuously monitor temperature and pressure. These systems provide feedback and allow for adjustments during the process to maintain optimum conditions and ensure consistent part quality.
Overall, temperature and pressure control in injection molding are vital for achieving quality control. Proper temperature control ensures optimal material flow, melting, homogenization, cooling, and solidification, while pressure control ensures proper material packing, gate and flow control, ejection, and part release. Monitoring and controlling these parameters throughout the injection molding process contribute to the production of high-quality parts with consistent dimensions, mechanical properties, and surface finish.

Can you provide guidance on the selection of injection molded materials based on application requirements?
Yes, I can provide guidance on the selection of injection molded materials based on application requirements. The choice of material for injection molding plays a critical role in determining the performance, durability, and functionality of the molded parts. Here’s a detailed explanation of the factors to consider and the guidance for selecting the appropriate material:
1. Mechanical Properties:
Consider the mechanical properties required for the application, such as strength, stiffness, impact resistance, and wear resistance. Different materials have varying mechanical characteristics, and selecting a material with suitable properties is crucial. For example, engineering thermoplastics like ABS, PC, or nylon offer high strength and impact resistance, while materials like PEEK or ULTEM provide exceptional mechanical performance at elevated temperatures.
2. Chemical Resistance:
If the part will be exposed to chemicals, consider the chemical resistance of the material. Some materials, like PVC or PTFE, exhibit excellent resistance to a wide range of chemicals, while others may be susceptible to degradation or swelling. Ensure that the selected material can withstand the specific chemicals it will encounter in the application environment.
3. Thermal Properties:
Evaluate the operating temperature range of the application and choose a material with suitable thermal properties. Materials like PPS, PEEK, or LCP offer excellent heat resistance, while others may have limited temperature capabilities. Consider factors such as the maximum temperature, thermal stability, coefficient of thermal expansion, and heat transfer requirements of the part.
4. Electrical Properties:
For electrical or electronic applications, consider the electrical properties of the material. Materials like PBT or PPS offer good electrical insulation properties, while others may have conductive or dissipative characteristics. Determine the required dielectric strength, electrical conductivity, surface resistivity, and other relevant electrical properties for the application.
5. Environmental Conditions:
Assess the environmental conditions the part will be exposed to, such as humidity, UV exposure, outdoor weathering, or extreme temperatures. Some materials, like ASA or HDPE, have excellent weatherability and UV resistance, while others may degrade or become brittle under harsh conditions. Choose a material that can withstand the specific environmental factors to ensure long-term performance and durability.
6. Regulatory Compliance:
Consider any regulatory requirements or industry standards that the material must meet. Certain applications, such as those in the medical or food industries, may require materials that are FDA-approved or comply with specific certifications. Ensure that the selected material meets the necessary regulatory and safety standards for the intended application.
7. Cost Considerations:
Evaluate the cost implications associated with the material selection. Different materials have varying costs, and the material choice should align with the project budget. Consider not only the material cost per unit but also factors like tooling expenses, production efficiency, and the overall lifecycle cost of the part.
8. Material Availability and Processing:
Check the availability of the material and consider its processability in injection molding. Ensure that the material is readily available from suppliers and suitable for the specific injection molding process parameters, such as melt flow rate, moldability, and compatibility with the chosen molding equipment.
9. Material Testing and Validation:
Perform material testing and validation to ensure that the selected material meets the required specifications and performance criteria. Conduct mechanical, thermal, chemical, and electrical tests to verify the material’s properties and behavior under application-specific conditions.
Consider consulting with material suppliers, engineers, or experts in injection molding to get further guidance and recommendations based on the specific application requirements. They can provide valuable insights into material selection based on their expertise and knowledge of industry standards and best practices.
By carefully considering these factors and guidance, you can select the most appropriate material for injection molding that meets the specific application requirements, ensuring optimal performance, durability, and functionality of the molded parts.

Can you describe the range of materials that can be used for injection molding?
Injection molding offers a wide range of materials that can be used to produce parts with diverse properties and characteristics. The choice of material depends on the specific requirements of the application, including mechanical properties, chemical resistance, thermal stability, transparency, and cost. Here’s a description of the range of materials commonly used for injection molding:
1. Thermoplastics:
Thermoplastics are the most commonly used materials in injection molding due to their versatility, ease of processing, and recyclability. Some commonly used thermoplastics include:
- Polypropylene (PP): PP is a lightweight and flexible thermoplastic with excellent chemical resistance and low cost. It is widely used in automotive parts, packaging, consumer products, and medical devices.
- Polyethylene (PE): PE is a versatile thermoplastic with excellent impact strength and chemical resistance. It is used in various applications, including packaging, pipes, automotive components, and toys.
- Polystyrene (PS): PS is a rigid and transparent thermoplastic with good dimensional stability. It is commonly used in packaging, consumer goods, and disposable products.
- Polycarbonate (PC): PC is a transparent and impact-resistant thermoplastic with high heat resistance. It finds applications in automotive parts, electronic components, and optical lenses.
- Acrylonitrile Butadiene Styrene (ABS): ABS is a versatile thermoplastic with a good balance of strength, impact resistance, and heat resistance. It is commonly used in automotive parts, electronic enclosures, and consumer products.
- Polyvinyl Chloride (PVC): PVC is a durable and flame-resistant thermoplastic with good chemical resistance. It is used in a wide range of applications, including construction, electrical insulation, and medical tubing.
- Polyethylene Terephthalate (PET): PET is a strong and lightweight thermoplastic with excellent clarity and barrier properties. It is commonly used in packaging, beverage bottles, and textile fibers.
2. Engineering Plastics:
Engineering plastics offer enhanced mechanical properties, heat resistance, and dimensional stability compared to commodity thermoplastics. Some commonly used engineering plastics in injection molding include:
- Polyamide (PA/Nylon): Nylon is a strong and durable engineering plastic with excellent wear resistance and low friction properties. It is used in automotive components, electrical connectors, and industrial applications.
- Polycarbonate (PC): PC, mentioned earlier, is also considered an engineering plastic due to its exceptional impact resistance and high-temperature performance.
- Polyoxymethylene (POM/Acetal): POM is a high-strength engineering plastic with low friction and excellent dimensional stability. It finds applications in gears, bearings, and precision mechanical components.
- Polyphenylene Sulfide (PPS): PPS is a high-performance engineering plastic with excellent chemical resistance and thermal stability. It is used in electrical and electronic components, automotive parts, and industrial applications.
- Polyetheretherketone (PEEK): PEEK is a high-performance engineering plastic with exceptional heat resistance, chemical resistance, and mechanical properties. It is commonly used in aerospace, medical, and industrial applications.
3. Thermosetting Plastics:
Thermosetting plastics undergo a chemical crosslinking process during molding, resulting in a rigid and heat-resistant material. Some commonly used thermosetting plastics in injection molding include:
- Epoxy: Epoxy resins offer excellent chemical resistance and mechanical properties. They are commonly used in electrical components, adhesives, and coatings.
- Phenolic: Phenolic resins are known for their excellent heat resistance and electrical insulation properties. They find applications in electrical switches, automotive parts, and consumer goods.
- Urea-formaldehyde (UF) and Melamine-formaldehyde (MF): UF and MF resins are used for molding electrical components, kitchenware, and decorative laminates.
4. Elastomers:
Elastomers, also known as rubber-like materials, are used to produce flexible and elastic parts. They provide excellent resilience, durability, and sealing properties. Some commonly used elastomers in injection molding include:
- Thermoplastic Elastomers (TPE): TPEs are a class of materials that combine the characteristics of rubber and plastic. They offer flexibility, good compression set, and ease of processing. TPEs find applications in automotive components, consumer products, and medical devices.
- Silicone: Silicone elastomers provide excellent heat resistance, electrical insulation, and biocompatibility. They are commonly used in medical devices, automotive seals, and household products.
- Styrene Butadiene Rubber (SBR): SBR is a synthetic elastomer with good abrasion resistance and low-temperature flexibility. It is used in tires, gaskets, and conveyor belts.
- Ethylene Propylene Diene Monomer (EPDM): EPDM is a durable elastomer with excellent weather resistance and chemical resistance. It finds applications in automotive seals, weatherstripping, and roofing membranes.
5. Composites:
Injection molding can also be used to produce parts made of composite materials, which combine two or more different types of materials to achieve specific properties. Commonly used composite materials in injection molding include:
- Glass-Fiber Reinforced Plastics (GFRP): GFRP combines glass fibers with thermoplastics or thermosetting resins to enhance mechanical strength, stiffness, and dimensional stability. It is used in automotive components, electrical enclosures, and sporting goods.
- Carbon-Fiber Reinforced Plastics (CFRP): CFRP combines carbon fibers with thermosetting resins to produce parts with exceptional strength, stiffness, and lightweight properties. It is commonly used in aerospace, automotive, and high-performance sports equipment.
- Metal-Filled Plastics: Metal-filled plastics incorporate metal particles or fibers into thermoplastics to achieve properties such as conductivity, electromagnetic shielding, or enhanced weight and feel. They are used in electrical connectors, automotive components, and consumer electronics.
These are just a few examples of the materials used in injection molding. There are numerous other specialized materials available, each with its own unique properties, such as flame retardancy, low friction, chemical resistance, or specific certifications for medical or food-contact applications. The selection of the material depends on the desired performance, cost considerations, and regulatory requirements of the specific application.


editor by Dream 2024-05-14
China supplier Delrin Worm Gear Drive Wheel Duplex Ground Plastic Good Price Ground Shaft Helical Micro for Gearbox Speed Reducer Outdoor Ride Car Spare Bestsupplyer Worm Gear plastic cogs
Product Description
Delrin Worm Gear Drive Wheel Duplex Ground Plastic Good Price Ground Shaft Helical Micro for Gearbox Speed Reducer Outdoor Ride Car Spare BestSupplyer Worm Gear
Application of Delrin Worm Gear
Delrin worm gears are made of a high-performance thermoplastic called acetal, which makes them strong, durable, and corrosion-resistant. They are also relatively inexpensive, making them a cost-effective option for many applications.
Some of the most common applications for Delrin worm gears include:
- Automotive: Delrin worm gears are used in a variety of automotive applications, including power steering systems, power windows, and power seats.
- Machine tools: Delrin worm gears are used in machine tools, such as lathes, mills, and grinders.
- Robotics: Delrin worm gears are used in robots to transmit motion and power.
- Aerospace: Delrin worm gears are used in aircraft and spacecraft to control movement and stability.
- Industrial machinery: Delrin worm gears are used in a wide variety of industrial machinery, such as conveyor belts, elevators, and cranes.
- Consumer products: Delrin worm gears are used in a variety of consumer products, such as power tools, appliances, and toys.
Delrin worm gears offer a number of advantages over other types of gears, including:
- High strength: Delrin is a very strong material, making Delrin worm gears resistant to wear and tear.
- Durability: Delrin is a very durable material, making Delrin worm gears able to withstand high loads and temperatures.
- Resistance to corrosion: Delrin is resistant to corrosion, making Delrin worm gears ideal for use in harsh environments.
- Low noise: Delrin worm gears operate quietly, making them ideal for use in applications where noise is a concern.
- Long life: Delrin worm gears have a long life, making them a cost-effective option for many applications.
Overall, Delrin worm gears are a versatile and reliable type of gear that can be used in a variety of applications. They are ideal for applications where strength, durability, resistance to corrosion, low noise, and long life are required.
Here are some specific examples of how Delrin worm gears are used in different applications:
- Automotive: Delrin worm gears are used in power steering systems to transmit power from the engine to the steering wheel. They are also used in power windows and power seats to move the windows and seats up and down.
- Machine tools: Delrin worm gears are used in machine tools, such as lathes, mills, and grinders, to transmit power from the motor to the cutting tool. They are also used in machine tools to move the workpiece around.
- Robotics: Delrin worm gears are used in robots to transmit motion and power. They are also used in robots to move the robot’s arms and legs.
- Aerospace: Delrin worm gears are used in aircraft and spacecraft to control movement and stability. They are also used in aircraft and spacecraft to move the control surfaces, such as the ailerons and rudder.
- Industrial machinery: Delrin worm gears are used in a wide variety of industrial machinery, such as conveyor belts, elevators, and cranes. They are used to transmit power and to move the machinery’s parts.
- Consumer products: Delrin worm gears are used in a variety of consumer products, such as power tools, appliances, and toys. They are used to transmit power and to move the products’ parts.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Motor, Machinery, Agricultural Machinery |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | External Gear |
| Material: | Stainless Steel |
| Transport Package: | Wooden Case |
| Trademark: | EPT |
| Samples: |
US$ 9999/Piece
1 Piece(Min.Order) | |
|---|
Can you provide examples of products or equipment that incorporate injection molded parts?
Yes, there are numerous products and equipment across various industries that incorporate injection molded parts. Injection molding is a widely used manufacturing process that enables the production of complex and precise components. Here are some examples of products and equipment that commonly incorporate injection molded parts:
1. Electronics and Consumer Devices:
– Mobile phones and smartphones: These devices typically have injection molded plastic casings, buttons, and connectors.
– Computers and laptops: Injection molded parts are used for computer cases, keyboard keys, connectors, and peripheral device housings.
– Appliances: Products such as televisions, refrigerators, washing machines, and vacuum cleaners often incorporate injection molded components for their casings, handles, buttons, and control panels.
– Audio equipment: Speakers, headphones, and audio players often use injection molded parts for their enclosures and buttons.
2. Automotive Industry:
– Cars and Trucks: Injection molded parts are extensively used in the automotive industry. Examples include dashboard panels, door handles, interior trim, steering wheel components, air vents, and various under-the-hood components.
– Motorcycle and Bicycle Parts: Many motorcycle and bicycle components are manufactured using injection molding, including fairings, handle grips, footrests, instrument panels, and engine covers.
– Automotive Lighting: Headlights, taillights, turn signals, and other automotive lighting components often incorporate injection molded lenses, housings, and mounts.
3. Medical and Healthcare:
– Medical Devices: Injection molding is widely used in the production of medical devices such as syringes, IV components, surgical instruments, respiratory masks, implantable devices, and diagnostic equipment.
– Laboratory Equipment: Many laboratory consumables, such as test tubes, petri dishes, pipette tips, and specimen containers, are manufactured using injection molding.
– Dental Equipment: Dental tools, orthodontic devices, and dental prosthetics often incorporate injection molded components.
4. Packaging Industry:
– Bottles and Containers: Plastic bottles and containers used for food, beverages, personal care products, and household chemicals are commonly produced using injection molding.
– Caps and Closures: Injection molded caps and closures are widely used in the packaging industry for bottles, jars, and tubes.
– Thin-Walled Packaging: Injection molding is used to produce thin-walled packaging products such as trays, cups, and lids for food and other consumer goods.
5. Toys and Games:
– Many toys and games incorporate injection molded parts. Examples include action figures, building blocks, puzzles, board game components, and remote-controlled vehicles.
6. Industrial Equipment and Tools:
– Industrial machinery: Injection molded parts are used in various industrial equipment and machinery, including components for manufacturing machinery, conveyor systems, and robotic systems.
– Power tools: Many components of power tools, such as housing, handles, switches, and guards, are manufactured using injection molding.
– Hand tools: Injection molded parts are incorporated into a wide range of hand tools, including screwdrivers, wrenches, pliers, and cutting tools.
These are just a few examples of products and equipment that incorporate injection molded parts. The versatility of injection molding allows for its application in a wide range of industries, enabling the production of high-quality components with complex geometries and precise specifications.

What eco-friendly or sustainable practices are associated with injection molding processes and materials?
Eco-friendly and sustainable practices are increasingly important in the field of injection molding. Many advancements have been made to minimize the environmental impact of both the processes and materials used in injection molding. Here’s a detailed explanation of the eco-friendly and sustainable practices associated with injection molding processes and materials:
1. Material Selection:
The choice of materials can significantly impact the environmental footprint of injection molding. Selecting eco-friendly materials is a crucial practice. Some sustainable material options include biodegradable or compostable polymers, such as PLA or PHA, which can reduce the environmental impact of the end product. Additionally, using recycled or bio-based materials instead of virgin plastics can help to conserve resources and reduce waste.
2. Recycling:
Implementing recycling practices is an essential aspect of sustainable injection molding. Recycling involves collecting, processing, and reusing plastic waste generated during the injection molding process. Both post-industrial and post-consumer plastic waste can be recycled and incorporated into new products, reducing the demand for virgin materials and minimizing landfill waste.
3. Energy Efficiency:
Efficient energy usage is a key factor in sustainable injection molding. Optimizing the energy consumption of machines, heating and cooling systems, and auxiliary equipment can significantly reduce the carbon footprint of the manufacturing process. Employing energy-efficient technologies, such as servo-driven machines or advanced heating and cooling systems, can help achieve energy savings and lower environmental impact.
4. Process Optimization:
Process optimization is another sustainable practice in injection molding. By fine-tuning process parameters, optimizing cycle times, and reducing material waste, manufacturers can minimize resource consumption and improve overall process efficiency. Advanced process control systems, real-time monitoring, and automation technologies can assist in achieving these optimization goals.
5. Waste Reduction:
Efforts to reduce waste are integral to sustainable injection molding practices. Minimizing material waste through improved design, better material handling techniques, and efficient mold design can positively impact the environment. Furthermore, implementing lean manufacturing principles and adopting waste management strategies, such as regrinding scrap materials or reusing purging compounds, can contribute to waste reduction and resource conservation.
6. Clean Production:
Adopting clean production practices helps mitigate the environmental impact of injection molding. This includes reducing emissions, controlling air and water pollution, and implementing effective waste management systems. Employing pollution control technologies, such as filters and treatment systems, can help ensure that the manufacturing process operates in an environmentally responsible manner.
7. Life Cycle Assessment:
Conducting a life cycle assessment (LCA) of the injection molded products can provide insights into their overall environmental impact. LCA evaluates the environmental impact of a product throughout its entire life cycle, from raw material extraction to disposal. By considering factors such as material sourcing, production, use, and end-of-life options, manufacturers can identify areas for improvement and make informed decisions to reduce the environmental footprint of their products.
8. Collaboration and Certification:
Collaboration among stakeholders, including manufacturers, suppliers, and customers, is crucial for fostering sustainable practices in injection molding. Sharing knowledge, best practices, and sustainability initiatives can drive eco-friendly innovations. Additionally, obtaining certifications such as ISO 14001 (Environmental Management System) or partnering with organizations that promote sustainable manufacturing can demonstrate a commitment to environmental responsibility and sustainability.
9. Product Design for Sustainability:
Designing products with sustainability in mind is an important aspect of eco-friendly injection molding practices. By considering factors such as material selection, recyclability, energy efficiency, and end-of-life options during the design phase, manufacturers can create products that are environmentally responsible and promote a circular economy.
Implementing these eco-friendly and sustainable practices in injection molding processes and materials can help reduce the environmental impact of manufacturing, conserve resources, minimize waste, and contribute to a more sustainable future.
Can you describe the range of materials that can be used for injection molding?
Injection molding offers a wide range of materials that can be used to produce parts with diverse properties and characteristics. The choice of material depends on the specific requirements of the application, including mechanical properties, chemical resistance, thermal stability, transparency, and cost. Here’s a description of the range of materials commonly used for injection molding:
1. Thermoplastics:
Thermoplastics are the most commonly used materials in injection molding due to their versatility, ease of processing, and recyclability. Some commonly used thermoplastics include:
- Polypropylene (PP): PP is a lightweight and flexible thermoplastic with excellent chemical resistance and low cost. It is widely used in automotive parts, packaging, consumer products, and medical devices.
- Polyethylene (PE): PE is a versatile thermoplastic with excellent impact strength and chemical resistance. It is used in various applications, including packaging, pipes, automotive components, and toys.
- Polystyrene (PS): PS is a rigid and transparent thermoplastic with good dimensional stability. It is commonly used in packaging, consumer goods, and disposable products.
- Polycarbonate (PC): PC is a transparent and impact-resistant thermoplastic with high heat resistance. It finds applications in automotive parts, electronic components, and optical lenses.
- Acrylonitrile Butadiene Styrene (ABS): ABS is a versatile thermoplastic with a good balance of strength, impact resistance, and heat resistance. It is commonly used in automotive parts, electronic enclosures, and consumer products.
- Polyvinyl Chloride (PVC): PVC is a durable and flame-resistant thermoplastic with good chemical resistance. It is used in a wide range of applications, including construction, electrical insulation, and medical tubing.
- Polyethylene Terephthalate (PET): PET is a strong and lightweight thermoplastic with excellent clarity and barrier properties. It is commonly used in packaging, beverage bottles, and textile fibers.
2. Engineering Plastics:
Engineering plastics offer enhanced mechanical properties, heat resistance, and dimensional stability compared to commodity thermoplastics. Some commonly used engineering plastics in injection molding include:
- Polyamide (PA/Nylon): Nylon is a strong and durable engineering plastic with excellent wear resistance and low friction properties. It is used in automotive components, electrical connectors, and industrial applications.
- Polycarbonate (PC): PC, mentioned earlier, is also considered an engineering plastic due to its exceptional impact resistance and high-temperature performance.
- Polyoxymethylene (POM/Acetal): POM is a high-strength engineering plastic with low friction and excellent dimensional stability. It finds applications in gears, bearings, and precision mechanical components.
- Polyphenylene Sulfide (PPS): PPS is a high-performance engineering plastic with excellent chemical resistance and thermal stability. It is used in electrical and electronic components, automotive parts, and industrial applications.
- Polyetheretherketone (PEEK): PEEK is a high-performance engineering plastic with exceptional heat resistance, chemical resistance, and mechanical properties. It is commonly used in aerospace, medical, and industrial applications.
3. Thermosetting Plastics:
Thermosetting plastics undergo a chemical crosslinking process during molding, resulting in a rigid and heat-resistant material. Some commonly used thermosetting plastics in injection molding include:
- Epoxy: Epoxy resins offer excellent chemical resistance and mechanical properties. They are commonly used in electrical components, adhesives, and coatings.
- Phenolic: Phenolic resins are known for their excellent heat resistance and electrical insulation properties. They find applications in electrical switches, automotive parts, and consumer goods.
- Urea-formaldehyde (UF) and Melamine-formaldehyde (MF): UF and MF resins are used for molding electrical components, kitchenware, and decorative laminates.
4. Elastomers:
Elastomers, also known as rubber-like materials, are used to produce flexible and elastic parts. They provide excellent resilience, durability, and sealing properties. Some commonly used elastomers in injection molding include:
- Thermoplastic Elastomers (TPE): TPEs are a class of materials that combine the characteristics of rubber and plastic. They offer flexibility, good compression set, and ease of processing. TPEs find applications in automotive components, consumer products, and medical devices.
- Silicone: Silicone elastomers provide excellent heat resistance, electrical insulation, and biocompatibility. They are commonly used in medical devices, automotive seals, and household products.
- Styrene Butadiene Rubber (SBR): SBR is a synthetic elastomer with good abrasion resistance and low-temperature flexibility. It is used in tires, gaskets, and conveyor belts.
- Ethylene Propylene Diene Monomer (EPDM): EPDM is a durable elastomer with excellent weather resistance and chemical resistance. It finds applications in automotive seals, weatherstripping, and roofing membranes.
5. Composites:
Injection molding can also be used to produce parts made of composite materials, which combine two or more different types of materials to achieve specific properties. Commonly used composite materials in injection molding include:
- Glass-Fiber Reinforced Plastics (GFRP): GFRP combines glass fibers with thermoplastics or thermosetting resins to enhance mechanical strength, stiffness, and dimensional stability. It is used in automotive components, electrical enclosures, and sporting goods.
- Carbon-Fiber Reinforced Plastics (CFRP): CFRP combines carbon fibers with thermosetting resins to produce parts with exceptional strength, stiffness, and lightweight properties. It is commonly used in aerospace, automotive, and high-performance sports equipment.
- Metal-Filled Plastics: Metal-filled plastics incorporate metal particles or fibers into thermoplastics to achieve properties such as conductivity, electromagnetic shielding, or enhanced weight and feel. They are used in electrical connectors, automotive components, and consumer electronics.
These are just a few examples of the materials used in injection molding. There are numerous other specialized materials available, each with its own unique properties, such as flame retardancy, low friction, chemical resistance, or specific certifications for medical or food-contact applications. The selection of the material depends on the desired performance, cost considerations, and regulatory requirements of the specific application.
editor by CX 2024-03-29
China supplier Transmission Gearbox Spur Machining Plastic Wheel Gear for Toy plastic cogs
Product Description
Product Description
|
Item |
Transmission Gearbox Spur Machining Plastic Wheel Gear for Toy |
|
Material |
ABS, PC/ABS, PP, PC, POM(Delrin), Nylon 6, Nylon 6/6, PA 12, HDPE, LDPE, PS(HIPS), SAN/AS, ASA, PVC, UPVC, TPE, TPR, PU, TPU, PET, PEI(Ultem), PSU, PPSU, PPE/PS, PTFE, GPPS, PPO, PES, CA, etc |
|
Certificate |
IATF 16949:2016 / ISO 9001:2015 / ISO 45001:2018 / ISO 14001:2015 /REACH/ROHS/MSDS/LFGB/F D A |
|
Drawing Format |
.stp / .step / .igs /.CHINAMFG /.dwg / .pdf |
|
Color |
Almost all PMS colors available. |
|
Parameters |
Inch, centimeter, millimeter, etc. |
|
Function |
Industrial parts /daily supply / Medical grade supply, etc. |
|
Surface Treatment |
Matte, Common polishing, Mirror polishing, Texture, Plating, Power Coating (Painting), Laser Engraving, Brushing, Marbling, Printing etc. |
|
Mold Material |
S136H, 718H, NAK80, P20, H13, etc. |
|
Mold Precision |
If no special request, apply to SJ/T10628-1995 standards, class 3. |
|
Mold Life-cycle |
100,000-500,000 shots. |
|
Packing |
Pack in bulk / poly bag / bubble bag / color box. |
|
Sample |
Available. One cavity sample mold or 3D printing. |
|
Price Tip |
The price shown above is just for reference, final actual price depends on your design, material request, surface treatment, order qty, package request, etc. |
Transmission Gearbox Spur Machining Plastic Wheel Gear for Toy
1. Rapid Prototyping & On-demand production services;
2. Professional DFM Report before Mould Making;
3.Capability for Plastic Injection Molding is up to 1500mm
DFM Report (Design for Manufacturability) for Reference.
Some Custom CHINAMFG & Moulds for Your Reference.
Neway Highly Welcome Your Own Custom Designs !!!
Neway Support Custom Design Moulds & Moulds Export.
Neway Can Also Provide Mould Spare Parts Export, eg: Slider, Inserts, Ejector Pins, etc.
NEWAY has complete production chain from R&D, Rapid Prototypes, mould design, mould making, components production, assembling, packing to export. Having 1 supplier like CHINAMFG for the complete assembly will allow for better design, quality, and fit of all the individual parts.
The most common used surface treatment are: Matte, Texture (fine texture, rough texture…), Common Polishing, Mirror Polishing, Laser Engraving, Printing, Plating, Brushing, Marbling), etc. You can view below surface pictures for reference
Company Profile
Our Advantages
Good reviews of customer
Certifications
Below are some inspection equipment for reference:
And attach the injection molding CHINAMFG inspection report for reference:
Packaging & Shipping
FAQ
Q1. How soon can I get a precise quotation for custom plastic injection part?
A1: Please send us your inquiry by email or Alibaba TM message. Once we confirm the design (Feature details with parameters), material, color, qty, we can provide quotation within 24 HOURS.
Q2: Can I get a free sample, how long will it take?
A2: a. For standard products we have in stock, YES for free sample, but the express fee will be charged in advance.
Mostly, it takes 3-10 days.
b. For custom products, sample fee is determined by the detailed sample requirements. Normally, it takes 7-15 days.
Q3: Can you make custom parts based on my sample?
A3: Yes, you can send the sample to us by express and we will evaluate the sample, scan the features and draft 3D drawing for production.
Q4: What does your OEM service include?
A4: We follow up your request from the design idea to the mass production.
a. You can provide 3D drawing to us, then our engineers and production teams evaluate the design and quote you the precise cost.
b. If you don’t have 3D drawing, you can provide 2D drawing or draft with features details with full dimensions, we can draft 3D drawing for you with fair charge.
c. You can also customize Logo on the product surface, package, color box or carton.
d. We also provide assembly service for the OEM parts.
Q5. What is your payment term?
A5: We accept T/T, Paypal, Western Union, L/C, Alibaba Trade Assurance.
Work with Neway, your business is in safe and your money is in safe!
If you can dream it, we can build it!
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Motor, Electric Cars, Motorcycle, Machinery, Car, Others |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | Internal Gear |
| Manufacturing Method: | Plastic Injection |
| Toothed Portion Shape: | Bevel Wheel |
| Material: | Plastic |
| Samples: |
US$ 10/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What factors influence the design and tooling of injection molded parts for specific applications?
Several factors play a crucial role in influencing the design and tooling of injection molded parts for specific applications. The following are key factors that need to be considered:
1. Functionality and Performance Requirements:
The intended functionality and performance requirements of the part heavily influence its design and tooling. Factors such as strength, durability, dimensional accuracy, chemical resistance, and temperature resistance are essential considerations. The part’s design must be optimized to meet these requirements while ensuring proper functionality and performance in its intended application.
2. Material Selection:
The choice of material for injection molding depends on the specific application and its requirements. Different materials have varying properties, such as strength, flexibility, heat resistance, chemical resistance, and electrical conductivity. The material selection influences the design and tooling considerations, as the part’s geometry and structure must be compatible with the selected material’s properties.
3. Part Complexity and Geometry:
The complexity and geometry of the part significantly impact its design and tooling. Complex parts with intricate features, undercuts, thin walls, or varying thicknesses may require specialized tooling and mold designs. The part’s geometry must be carefully considered to ensure proper mold filling, cooling, ejection, and dimensional stability during the injection molding process.
4. Manufacturing Cost and Efficiency:
The design and tooling of injection molded parts are also influenced by manufacturing cost and efficiency considerations. Design features that reduce material usage, minimize cycle time, and optimize the use of the injection molding machine can help lower production costs. Efficient tooling designs, such as multi-cavity molds or family molds, can increase productivity and reduce per-part costs.
5. Moldability and Mold Design:
The moldability of the part, including factors like draft angles, wall thickness, and gate location, affects the mold design. The part should be designed to facilitate proper flow of molten plastic during injection, ensure uniform cooling, and allow for easy part ejection. The tooling design, such as the number of cavities, gate design, and cooling system, is influenced by the part’s moldability requirements.
6. Regulatory and Industry Standards:
Specific applications, especially in industries like automotive, aerospace, and medical, may have regulatory and industry standards that influence the design and tooling considerations. Compliance with these standards regarding materials, dimensions, safety, and performance requirements is essential and may impact the design choices and tooling specifications.
7. Assembly and Integration:
If the injection molded part needs to be assembled or integrated with other components or systems, the design and tooling must consider the assembly process and requirements. Features such as snap fits, interlocking mechanisms, or specific mating surfacescan be incorporated into the part’s design to facilitate efficient assembly and integration.
8. Aesthetics and Branding:
In consumer products and certain industries, the aesthetic appearance and branding of the part may be crucial. Design considerations such as surface finish, texture, color, and the inclusion of logos or branding elements may be important factors that influence the design and tooling decisions.
Overall, the design and tooling of injection molded parts for specific applications are influenced by a combination of functional requirements, material considerations, part complexity, manufacturing cost and efficiency, moldability, regulatory standards, assembly requirements, and aesthetic factors. It is essential to carefully consider these factors to achieve optimal part design and successful injection molding production.

How do innovations and advancements in injection molding technology influence part design and production?
Innovations and advancements in injection molding technology have a significant influence on part design and production. These advancements introduce new capabilities, enhance process efficiency, improve part quality, and expand the range of applications for injection molded parts. Here’s a detailed explanation of how innovations and advancements in injection molding technology influence part design and production:
Design Freedom:
Advancements in injection molding technology have expanded the design freedom for part designers. With the introduction of advanced software tools, such as computer-aided design (CAD) and simulation software, designers can create complex geometries, intricate features, and highly optimized designs. The use of 3D modeling and simulation allows for the identification and resolution of potential design issues before manufacturing. This design freedom enables the production of innovative and highly functional parts that were previously challenging or impossible to manufacture using conventional techniques.
Improved Precision and Accuracy:
Innovations in injection molding technology have led to improved precision and accuracy in part production. High-precision molds, advanced control systems, and closed-loop feedback mechanisms ensure precise control over the molding process variables, such as temperature, pressure, and cooling. This level of control results in parts with tight tolerances, consistent dimensions, and improved surface finishes. Enhanced precision and accuracy enable the production of parts that meet strict quality requirements, fit seamlessly with other components, and perform reliably in their intended applications.
Material Advancements:
The development of new materials and material combinations specifically formulated for injection molding has expanded the range of properties available to part designers. Innovations in materials include high-performance engineering thermoplastics, bio-based polymers, reinforced composites, and specialty materials with unique properties. These advancements allow for the production of parts with enhanced mechanical strength, improved chemical resistance, superior heat resistance, and customized performance characteristics. Material advancements in injection molding technology enable the creation of parts that can withstand demanding operating conditions and meet the specific requirements of various industries.
Process Efficiency:
Innovations in injection molding technology have introduced process optimizations that improve efficiency and productivity. Advanced automation, robotics, and real-time monitoring systems enable faster cycle times, reduced scrap rates, and increased production throughput. Additionally, innovations like multi-cavity molds, hot-runner systems, and micro-injection molding techniques improve material utilization and reduce production costs. Increased process efficiency allows for the economical production of high-quality parts in larger quantities, meeting the demands of industries that require high-volume production.
Overmolding and Multi-Material Molding:
Advancements in injection molding technology have enabled the integration of multiple materials or components into a single part through overmolding or multi-material molding processes. Overmolding allows for the encapsulation of inserts, such as metal components or electronics, with a thermoplastic material in a single molding cycle. This enables the creation of parts with improved functionality, enhanced aesthetics, and simplified assembly. Multi-material molding techniques, such as co-injection molding or sequential injection molding, enable the production of parts with multiple colors, varying material properties, or complex material combinations. These capabilities expand the design possibilities and allow for the creation of innovative parts with unique features and performance characteristics.
Additive Manufacturing Integration:
The integration of additive manufacturing, commonly known as 3D printing, with injection molding technology has opened up new possibilities for part design and production. Additive manufacturing can be used to create complex mold geometries, conformal cooling channels, or custom inserts, which enhance part quality, reduce cycle times, and improve part performance. By combining additive manufacturing and injection molding, designers can explore new design concepts, produce rapid prototypes, and efficiently manufacture customized or low-volume production runs.
Sustainability and Eco-Friendly Solutions:
Advancements in injection molding technology have also focused on sustainability and eco-friendly solutions. This includes the development of biodegradable and compostable materials, recycling technologies for post-consumer and post-industrial waste, and energy-efficient molding processes. These advancements enable the production of environmentally friendly parts that contribute to reducing the carbon footprint and meeting sustainability goals.
Overall, innovations and advancements in injection molding technology have revolutionized part design and production. They have expanded design possibilities, improved precision and accuracy, introduced new materials, enhanced process efficiency, enabled overmolding and multi-material molding, integrated additive manufacturing, and promoted sustainability. These advancements empower part designers and manufacturers to create highly functional, complex, and customized parts that meet the demands of various industries and contribute to overall process efficiency and sustainability.

What are injection molded parts, and how are they manufactured?
Injection molded parts are components or products that are produced through the injection molding manufacturing process. Injection molding is a widely used manufacturing technique for creating plastic parts with high precision, complexity, and efficiency. Here’s a detailed explanation of injection molded parts and the process of manufacturing them:
Injection Molding Process:
The injection molding process involves the following steps:
1. Mold Design:
The first step in manufacturing injection molded parts is designing the mold. The mold is a custom-made tool that defines the shape and features of the final part. It is typically made from steel or aluminum and consists of two halves: the cavity and the core. The mold design takes into account factors such as part geometry, material selection, cooling requirements, and ejection mechanism.
2. Material Selection:
The next step is selecting the appropriate material for the injection molding process. Thermoplastic polymers are commonly used due to their ability to melt and solidify repeatedly without significant degradation. The material choice depends on the desired properties of the final part, such as strength, flexibility, transparency, or chemical resistance.
3. Melting and Injection:
In the injection molding machine, the selected thermoplastic material is melted and brought to a molten state. The molten material, called the melt, is then injected into the mold under high pressure. The injection is performed through a nozzle and a runner system that delivers the molten material to the mold cavity.
4. Cooling:
After the molten material is injected into the mold, it begins to cool and solidify. Cooling is a critical phase of the injection molding process as it determines the final part’s dimensional accuracy, strength, and other properties. The mold is designed with cooling channels or inserts to facilitate the efficient and uniform cooling of the part. Cooling time can vary depending on factors such as part thickness, material properties, and mold design.
5. Mold Opening and Ejection:
Once the injected material has sufficiently cooled and solidified, the mold opens, separating the two halves. Ejector pins or other mechanisms are used to push or release the part from the mold cavity. The ejection system must be carefully designed to avoid damaging the part during the ejection process.
6. Finishing:
After ejection, the injection molded part may undergo additional finishing processes, such as trimming excess material, removing sprues or runners, and applying surface treatments or textures. These processes help achieve the desired final appearance and functionality of the part.
Advantages of Injection Molded Parts:
Injection molded parts offer several advantages:
1. High Precision and Complexity:
Injection molding allows for the creation of parts with high precision and intricate details. The molds can produce complex shapes, fine features, and precise dimensions, enabling the manufacturing of parts with tight tolerances.
2. Cost-Effective Mass Production:
Injection molding is a highly efficient process suitable for large-scale production. Once the mold is created, the manufacturing process can be automated, resulting in fast and cost-effective production of identical parts. The high production volumes help reduce per-unit costs.
3. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, allowing for versatility in material selection based on the desired characteristics of the final part. Different materials can be used to achieve specific properties such as strength, flexibility, heat resistance, or chemical resistance.
4. Strength and Durability:
Injection molded parts can exhibit excellent strength and durability. The molding process ensures that the material is uniformly distributed, resulting in consistent mechanical properties throughout the part. This makes injection molded parts suitable for various applications that require structural integrity and longevity.
5. Minimal Post-Processing:
Injection molded parts often require minimal post-processing. The high precision and quality achieved during the molding process reduce the need for extensive additional machining or finishing operations, saving time and costs.
6. Design Flexibility:
With injection molding, designers have significant flexibility in part design. The process can accommodate complex geometries, undercuts, thin walls, and other design features that may be challenging or costly with other manufacturing methods. This flexibility allows for innovation and optimization of part functionality.
In summary, injection molded parts are components or products manufactured through the injection molding process. This process involves designing amold, selecting the appropriate material, melting and injecting the material into the mold, cooling and solidifying the part, opening the mold and ejecting the part, and applying finishing processes as necessary. Injection molded parts offer advantages such as high precision, complexity, cost-effective mass production, material versatility, strength and durability, minimal post-processing, and design flexibility. These factors contribute to the widespread use of injection molding in various industries for producing high-quality plastic parts.
editor by CX 2024-02-28
China Professional Self-Lubricating Automobile Gearbox Parts Nylon Plastic Spur Gear plastic cogs
Product Description
Plastic injection mold abs plastic injection parts pa nylon products shell accessories
Product Description
Description:
Nylon PA6 Sheets & Rods that made the with 100% Virgin Raw Material by HangZhou Engineering Plastics Industries
(Group) Company, has the best performance, such as: very tough, even at low temperatures, and high hardness in the
surface, toughness, mechanical lower shock, and abrasion resistance. Combined with these characteristics and good
insulation, and chemical properties, it has become common-level materials. Its widely used in a variety of mechanical
structures and spare parts. Nylon PA6 products that made by HangZhou Engineering Plastics Industries (Group)
Company, has the higher hardness, rigidity, a good resistance to wear and heat deflection temperature.
Advantages:
1.Good Tensile strength;
2. High impact and notching impact strength;
3. High heat deflection temperature ;
4. High strength and stiffness;
5. Good glide and limp home characters;
6. Good chemical stability against organic solvents and fuels;
7. Resistant to thermal aging (applicable temperature between -50°C and 110°C;
8. Size alternation by humidity absorption must be considered;
Application:
1. Nylon PA6 Products that made by HangZhou Engineering Plastics Industries (Group) Company is widely substituted
for wear parts of mechanical equipment, or used as quick-wear partsof equipment instead of copper and alloy;
2. Shaft sleeve, bearing bush, lining, CHINAMFG plate, gear;
3. Worm gear, roller copper guide rail, piston ring, seal ring, slide block;
4. Spheric bowl, impeller, blade, cam, nut, valve plate,
5. Pipe, stuffing box, rack, belt pulley, pump rotor, etc.
plastic nylon6 sleeve
| Name | Plastic nylon6 sleeve |
| Material | High Performance Engineering Plastics–100% Virgin Nylon6 Raw Material. |
| Color | Nature color / Customized |
| Advantage | 1.Very good sliding properties even without lubrication 2.Good thermal mechanical bearing strength 3.Good chemical and hydrolysis resistance even against superheated steam 4.Very wear resistant 5.Very rigid 6.Light weight |
| Brand Name | Engineering Plastics / OEM |
| Size | Custom made as your drawing or sample |
| Density | 1.2g/cm3 |
| Manufacture way | Molding Injection and CNC Machinery process |
| MOQ | Accept the Sample order, and supply good price for the big quantity order. |
| Certification | ISO9001,SGS,FDA,RoHS,Test Report,ect. |
| Sample | Free the molding injection sample for customers after paying the mould Cost. |
| Sample time | 30 Days for manufacturing the injection mould and finished the samples for Customers. |
| Mass production time | 10-30 days based on the order quantity. |
| Payment | PayPal, Escrow, Western union, Money Gram, T/T and Alibaba Trade Assurance. |
| Packing | 5-ply environment-friendly corrugated boxes/ Plastic Pallets/ Wooden Pallets/ wooden cartons/ 20 feet Container / 40feet Container/ Customized |
| Other | 24 hours instant and comfortable customer service. Shipping status notification during delivery. Regular notification of new styles & hot selling styles |
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Motor, Electric Cars, Motorcycle, Machinery, Marine, Toy, Agricultural Machinery, Car |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | External Gear |
| Manufacturing Method: | Cast Gear |
| Toothed Portion Shape: | Spur Gear |
| Material: | Nylon |
| Samples: |
US$ 1/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What factors influence the design and tooling of injection molded parts for specific applications?
Several factors play a crucial role in influencing the design and tooling of injection molded parts for specific applications. The following are key factors that need to be considered:
1. Functionality and Performance Requirements:
The intended functionality and performance requirements of the part heavily influence its design and tooling. Factors such as strength, durability, dimensional accuracy, chemical resistance, and temperature resistance are essential considerations. The part’s design must be optimized to meet these requirements while ensuring proper functionality and performance in its intended application.
2. Material Selection:
The choice of material for injection molding depends on the specific application and its requirements. Different materials have varying properties, such as strength, flexibility, heat resistance, chemical resistance, and electrical conductivity. The material selection influences the design and tooling considerations, as the part’s geometry and structure must be compatible with the selected material’s properties.
3. Part Complexity and Geometry:
The complexity and geometry of the part significantly impact its design and tooling. Complex parts with intricate features, undercuts, thin walls, or varying thicknesses may require specialized tooling and mold designs. The part’s geometry must be carefully considered to ensure proper mold filling, cooling, ejection, and dimensional stability during the injection molding process.
4. Manufacturing Cost and Efficiency:
The design and tooling of injection molded parts are also influenced by manufacturing cost and efficiency considerations. Design features that reduce material usage, minimize cycle time, and optimize the use of the injection molding machine can help lower production costs. Efficient tooling designs, such as multi-cavity molds or family molds, can increase productivity and reduce per-part costs.
5. Moldability and Mold Design:
The moldability of the part, including factors like draft angles, wall thickness, and gate location, affects the mold design. The part should be designed to facilitate proper flow of molten plastic during injection, ensure uniform cooling, and allow for easy part ejection. The tooling design, such as the number of cavities, gate design, and cooling system, is influenced by the part’s moldability requirements.
6. Regulatory and Industry Standards:
Specific applications, especially in industries like automotive, aerospace, and medical, may have regulatory and industry standards that influence the design and tooling considerations. Compliance with these standards regarding materials, dimensions, safety, and performance requirements is essential and may impact the design choices and tooling specifications.
7. Assembly and Integration:
If the injection molded part needs to be assembled or integrated with other components or systems, the design and tooling must consider the assembly process and requirements. Features such as snap fits, interlocking mechanisms, or specific mating surfacescan be incorporated into the part’s design to facilitate efficient assembly and integration.
8. Aesthetics and Branding:
In consumer products and certain industries, the aesthetic appearance and branding of the part may be crucial. Design considerations such as surface finish, texture, color, and the inclusion of logos or branding elements may be important factors that influence the design and tooling decisions.
Overall, the design and tooling of injection molded parts for specific applications are influenced by a combination of functional requirements, material considerations, part complexity, manufacturing cost and efficiency, moldability, regulatory standards, assembly requirements, and aesthetic factors. It is essential to carefully consider these factors to achieve optimal part design and successful injection molding production.
Can you describe the various post-molding processes, such as assembly or secondary operations, for injection molded parts?
Post-molding processes play a crucial role in the production of injection molded parts. These processes include assembly and secondary operations that are performed after the initial molding stage. Here’s a detailed explanation of the various post-molding processes for injection molded parts:
1. Assembly:
Assembly involves joining multiple injection molded parts together to create a finished product or sub-assembly. The assembly process can include various techniques such as mechanical fastening (screws, clips, or snaps), adhesive bonding, ultrasonic welding, heat staking, or solvent welding. Assembly ensures that the individual molded parts are securely combined to achieve the desired functionality and structural integrity of the final product.
2. Surface Finishing:
Surface finishing processes are performed to enhance the appearance, texture, and functionality of injection molded parts. Common surface finishing techniques include painting, printing (such as pad printing or screen printing), hot stamping, laser etching, or applying specialized coatings. These processes can add decorative features, branding elements, or improve the surface properties of the parts, such as scratch resistance or UV protection.
3. Machining or Trimming:
In some cases, injection molded parts may require additional machining or trimming to achieve the desired final dimensions or remove excess material. This can involve processes such as CNC milling, drilling, reaming, or turning. Machining or trimming is often necessary when tight tolerances, specific geometries, or critical functional features cannot be achieved solely through the injection molding process.
4. Welding or Joining:
Welding or joining processes are used to fuse or bond injection molded parts together. Common welding techniques for plastic parts include ultrasonic welding, hot plate welding, vibration welding, or laser welding. These processes create strong and reliable joints between the molded parts, ensuring structural integrity and functionality in the final product.
5. Insertion of Inserts:
Insertion involves placing metal or plastic inserts into the mold cavity before the injection molding process. These inserts can provide additional strength, reinforce threaded connections, or serve as mounting points for other components. Inserts can be placed manually or using automated equipment, and they become permanently embedded in the molded parts during the molding process.
6. Overmolding or Two-Shot Molding:
Overmolding or two-shot molding processes allow for the creation of injection molded parts with multiple layers or materials. In overmolding, a second material is molded over a pre-existing substrate, providing enhanced functionality, aesthetics, or grip. Two-shot molding involves injecting two different materials into different sections of the mold to create a single part with multiple colors or materials. These processes enable the integration of multiple materials or components into a single injection molded part.
7. Deflashing or Deburring:
Deflashing or deburring processes involve removing excess flash or burrs that may be present on the molded parts after the injection molding process. Flash refers to the excess material that extends beyond the parting line of the mold, while burrs are small protrusions or rough edges caused by the mold features. Deflashing or deburring ensures that the molded parts have smooth edges and surfaces, improving their appearance, functionality, and safety.
8. Inspection and Quality Control:
Inspection and quality control processes are performed to ensure that the injection molded parts meet the required specifications and quality standards. This can involve visual inspection, dimensional measurement, functional testing, or other specialized testing methods. Inspection and quality control processes help identify any defects, inconsistencies, or deviations that may require rework or rejection of the parts, ensuring that only high-quality parts are used in the final product or assembly.
9. Packaging and Labeling:
Once the post-molding processes are complete, the injection molded parts are typically packaged and labeled for storage, transportation, or distribution. Packaging can include individual part packaging, bulk packaging, or custom packaging based on specific requirements. Labeling may involve adding product identification, barcodes, or instructions for proper handling or usage.
These post-molding processes are vital in achieving the desired functionality, appearance, and quality of injection molded parts. They enable the integration of multiple components, surface finishing, dimensional accuracy, and assembly of the final products or sub-assemblies.
What industries and applications commonly utilize injection molded parts?
Injection molded parts find widespread use across various industries and applications due to their versatility, cost-effectiveness, and ability to meet specific design requirements. Here’s a detailed explanation of the industries and applications that commonly utilize injection molded parts:
1. Automotive Industry:
The automotive industry extensively relies on injection molded parts for both interior and exterior components. These parts include dashboards, door panels, bumpers, grilles, interior trim, seating components, electrical connectors, and various engine and transmission components. Injection molding enables the production of lightweight, durable, and aesthetically pleasing parts that meet the stringent requirements of the automotive industry.
2. Consumer Electronics:
Injection molded parts are prevalent in the consumer electronics industry. They are used in the manufacturing of components such as housings, buttons, bezels, connectors, and structural parts for smartphones, tablets, laptops, gaming consoles, televisions, cameras, and other electronic devices. Injection molding allows for the production of parts with precise dimensions, excellent surface finish, and the ability to integrate features like snap fits, hinges, and internal structures.
3. Medical and Healthcare:
The medical and healthcare industry extensively utilizes injection molded parts for a wide range of devices and equipment. These include components for medical devices, diagnostic equipment, surgical instruments, drug delivery systems, laboratory equipment, and disposable medical products. Injection molding offers the advantage of producing sterile, biocompatible, and precise parts with tight tolerances, ensuring safety and reliability in medical applications.
4. Packaging and Containers:
Injection molded parts are commonly used in the packaging and container industry. These parts include caps, closures, bottles, jars, tubs, trays, and various packaging components. Injection molding allows for the production of lightweight, durable, and visually appealing packaging solutions. The process enables the integration of features such as tamper-evident seals, hinges, and snap closures, contributing to the functionality and convenience of packaging products.
5. Aerospace and Defense:
The aerospace and defense industries utilize injection molded parts for a variety of applications. These include components for aircraft interiors, cockpit controls, avionics, missile systems, satellite components, and military equipment. Injection molding offers the advantage of producing lightweight, high-strength parts with complex geometries, meeting the stringent requirements of the aerospace and defense sectors.
6. Industrial Equipment:
Injection molded parts are widely used in industrial equipment for various applications. These include components for machinery, tools, pumps, valves, electrical enclosures, connectors, and fluid handling systems. Injection molding provides the ability to manufacture parts with excellent dimensional accuracy, durability, and resistance to chemicals, oils, and other harsh industrial environments.
7. Furniture and Appliances:
The furniture and appliance industries utilize injection molded parts for various components. These include handles, knobs, buttons, hinges, decorative elements, and structural parts for furniture, kitchen appliances, household appliances, and white goods. Injection molding enables the production of parts with aesthetic appeal, functional design, and the ability to withstand regular use and environmental conditions.
8. Toys and Recreational Products:
Injection molded parts are commonly found in the toy and recreational product industry. They are used in the manufacturing of plastic toys, games, puzzles, sporting goods, outdoor equipment, and playground components. Injection molding allows for the production of colorful, durable, and safe parts that meet the specific requirements of these products.
9. Electrical and Electronics:
Injection molded parts are widely used in the electrical and electronics industry. They are employed in the production of electrical connectors, switches, sockets, wiring harness components, enclosures, and other electrical and electronic devices. Injection molding offers the advantage of producing parts with excellent dimensional accuracy, electrical insulation properties, and the ability to integrate complex features.
10. Plumbing and Pipe Fittings:
The plumbing and pipe fittings industry relies on injection molded parts for various components. These include fittings, valves, connectors, couplings, and other plumbing system components. Injection molding provides the ability to manufacture parts with precise dimensions, chemical resistance, and robustness, ensuring leak-free connections and long-term performance.
In summary, injection molded parts are utilized in a wide range of industries and applications. The automotive, consumer electronics, medical and healthcare, packaging, aerospace and defense, industrial equipment, furniture and appliances, toys and recreational products, electrical and electronics, and plumbing industries commonly rely on injection molding for the production of high-quality, cost-effective, and functionally optimized parts.
editor by CX 2024-02-26
China Hot selling Custom CNC Machining Auto Gear for Gearbox and Transmission System plastic cogs
Product Description
Product Description
PRECISION CNC MACHINING
1.High quality products and perfect after-sales service.
2.More competitive price than other suppliers
3.Own 10 years experience.
4.Delivery on time.
5.products inspect 100% using high accuracy tools to ensure that the minimum error.
6.Offering design and improvement scheme freely.Product Description
|
Item name |
Precision CNC Machining Part |
|
Tolerance |
minimum 0.01-0.05mm |
|
Material |
Stainless Steel: SS201,SS301,SS303, SS304, SS316, SS416 etc. |
|
Steel: mild steel, Carbon steel, 4140, 4340, Q235, Q345B, 20#, 45# etc. |
|
|
Aluminum: AL6061, Al6063, AL6082, AL7075, AL5052, A380 etc. |
|
|
Brass: HPb63, HPb62, HPb61, HPb59, H59, H68, H80, H90 etc. |
|
|
Copper: C11000,C12000,C12000, C36000 etc. |
|
|
Plastic: ABS, PC, PE, POM, Delrin, Nylon,PP, Peek etc. |
|
|
Other: Titanium,etc.We handle many other type of materials. Please contact us if your required material is not listed above. |
|
|
Surface Treatment |
Stainless Steel:Polishing, Passivating, Sandblasting, Laser engraving,Oxide black,Electrophoresis black |
|
Steel: Zinc plating, Oxide black, Nickel plating, Chrome plating, Carburized, Powder Coated, Heat treatment. |
|
|
Aluminum:Clear Anodized, Color Anodized, Sandblast Anodized, Chemical Film,Brushing,Polishing. |
|
|
Brass: Nickel plating,chrome plating,Electrophoresis black,Oxide black,Powder coated. |
|
|
Plastic:Plating gold (ABS), Painting, Brushing (Acylic), aser engraving. |
|
|
Drawing Format |
jpg/.pdf/.dxf/.dwg/.igs./.stp/x_t. etc |
|
Testing Machine |
CMM,Digital Height Gauge, caliper, Coordinate measuring machine, projecter machine, roughness tester, hardness tester and so on |
|
Certificate |
CE, TUV, SGS or as your requirement to do test by the third party |
|
Delivery time |
10-15 days for sample, 35-40 days for bulk order |
|
Packing |
Plywood pallet, plywood box or as per your requirement |
|
Quality Control |
Conducted by ISO9001 System and PPAP Quality control documents |
|
Inspection |
IQC, IPQC,FQC,QA |
|
Service |
Warm and quick response service provided by the professional |
|
Get A Free Quotation Via Us |
|
Custom CNC machining parts
1.ODM&OEM service are all welcomed
2.Practicable Software: Solidworks,Pro/Engineer,Auto CAD,PDF,JPG
3.Small orders accept
4.Reasonable and competitive price according to your drawings
Custom CNC machining parts
1.ODM&OEM service are all welcomed
2.Practicable Software: Solidworks,Pro/Engineer,Auto CAD,PDF,JPG
3.Small orders accept
4.Reasonable and competitive price according to your drawings
Custom CNC machining parts
1.ODM&OEM service are all welcomed
2.Practicable Software: Solidworks,Pro/Engineer,Auto CAD,PDF,JPG
3.Small orders accept
4.Reasonable and competitive price according to your drawings
Company Profile
Our objective is to develop and produce merchandise to meet your exact specifications and offer an extensive range of styles to
ensure that we can satisfy your expectations and budget.
We’ve been able to provide total solutions to clients in a variety of industries. To find out if we’re the right OEM for you,contact us today.
Welcome to offer a trial order with your drawings!
Customer Photos
Our Advantage
1).Competitive Price directly from the original manufacturer.
2).Professional QC and R&D teams to assure high quality;
3). Short lead time for building molds and manufacturing mass production;
4). Advanced measurement equipment
5). Small quantity order also is welcomed.
6).We do OEM works, as per your drawings, samples or ideas.
7).Rich experience and good technology support (have more than 10 years experience in machining design , machining manufacturing ).
We have been walking in the forefront of the market, to ensure that the changes in the market, product updates and services arewalking in front of the industry. To “the quality of survival, reputation promote development, respect for the interests of
partners” for the purpose. Through unremitting efforts, to support the specification of the market operators and a variety ofbenefits
We specially gathered HangZhou,China outstanding technology, management and marketing personnel,and we have a good production
system. Mainly to undertake OEM, and ODM business.Taking ‘Honesty service, quality first ‘as business principle, company has won a good reputation in the industry. FAQ
Q: ARE YOU TRADING COMPANY OR MANUFACTURER ?
A: We are factory.
Q: HOW LONG IS YOUR DELIVERY TIME?
A: Generally it is 5-10 days if the goods are in stock. or it is 15-20 days if the goods are not in stock, it is according to
quantity.
Q: DO YOU PROVIDE SAMPLES ? IS IT FREE OR EXTRA ?
A: Yes, we could offer the sample for free charge but do not pay the cost of freight.
Q: WHAT IS YOUR TERMS OF PAYMENT ?
A: Payment=1000USD, 30% T/T in advance ,balance before shippment.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Fastener, Auto and Motorcycle Accessory, Hardware Tool, Machinery Accessory |
|---|---|
| Standard: | GB, EN, API650, China GB Code, JIS Code, TEMA, ASME |
| Surface Treatment: | Anodizing |
| Production Type: | Mass Production |
| Machining Method: | CNC Machining |
| Material: | Nylon, Steel, Plastic, Brass, Alloy, Copper, Aluminum, Iron |
| Samples: |
US$ 20/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What are the typical tolerances and quality standards for injection molded parts?
When it comes to injection molded parts, the tolerances and quality standards can vary depending on several factors, including the specific application, industry requirements, and the capabilities of the injection molding process. Here are some general considerations regarding tolerances and quality standards:
Tolerances:
The tolerances for injection molded parts typically refer to the allowable deviation from the intended design dimensions. These tolerances are influenced by various factors, including the part geometry, material properties, mold design, and process capabilities. It’s important to note that achieving tighter tolerances often requires more precise tooling, tighter process control, and additional post-processing steps. Here are some common types of tolerances found in injection molding:
1. Dimensional Tolerances:
Dimensional tolerances define the acceptable range of variation for linear dimensions, such as length, width, height, and diameter. The specific tolerances depend on the part’s critical dimensions and functional requirements. Typical dimensional tolerances for injection molded parts can range from +/- 0.05 mm to +/- 0.5 mm or even tighter, depending on the complexity of the part and the process capabilities.
2. Geometric Tolerances:
Geometric tolerances specify the allowable variation in shape, form, and orientation of features on the part. These tolerances are often expressed using symbols and control the relationships between various geometric elements. Common geometric tolerances include flatness, straightness, circularity, concentricity, perpendicularity, and angularity. The specific geometric tolerances depend on the part’s design requirements and the manufacturing capabilities.
3. Surface Finish Tolerances:
Surface finish tolerances define the acceptable variation in the texture, roughness, and appearance of the part’s surfaces. The surface finish requirements are typically specified using roughness parameters, such as Ra (arithmetical average roughness) or Rz (maximum height of the roughness profile). The specific surface finish tolerances depend on the part’s aesthetic requirements, functional needs, and the material being used.
Quality Standards:
In addition to tolerances, injection molded parts are subject to various quality standards that ensure their performance, reliability, and consistency. These standards may be industry-specific or based on international standards organizations. Here are some commonly referenced quality standards for injection molded parts:
1. ISO 9001:
The ISO 9001 standard is a widely recognized quality management system that establishes criteria for the overall quality control and management of an organization. Injection molding companies often seek ISO 9001 certification to demonstrate their commitment to quality and adherence to standardized processes for design, production, and customer satisfaction.
2. ISO 13485:
ISO 13485 is a specific quality management system standard for medical devices. Injection molded parts used in the medical industry must adhere to this standard to ensure they meet the stringent quality requirements for safety, efficacy, and regulatory compliance.
3. Automotive Industry Standards:
The automotive industry has its own set of quality standards, such as ISO/TS 16949 (now IATF 16949), which focuses on the quality management system for automotive suppliers. These standards encompass requirements for product design, development, production, installation, and servicing, ensuring the quality and reliability of injection molded parts used in automobiles.
4. Industry-Specific Standards:
Various industries may have specific quality standards or guidelines that pertain to injection molded parts. For example, the aerospace industry may reference standards like AS9100, while the electronics industry may adhere to standards such as IPC-A-610 for acceptability of electronic assemblies.
It’s important to note that the specific tolerances and quality standards for injection molded parts can vary significantly depending on the application and industry requirements. Design engineers and manufacturers work together to define the appropriate tolerances and quality standards based on the functional requirements, cost considerations, and the capabilities of the injection molding process.
How do innovations and advancements in injection molding technology influence part design and production?
Innovations and advancements in injection molding technology have a significant influence on part design and production. These advancements introduce new capabilities, enhance process efficiency, improve part quality, and expand the range of applications for injection molded parts. Here’s a detailed explanation of how innovations and advancements in injection molding technology influence part design and production:
Design Freedom:
Advancements in injection molding technology have expanded the design freedom for part designers. With the introduction of advanced software tools, such as computer-aided design (CAD) and simulation software, designers can create complex geometries, intricate features, and highly optimized designs. The use of 3D modeling and simulation allows for the identification and resolution of potential design issues before manufacturing. This design freedom enables the production of innovative and highly functional parts that were previously challenging or impossible to manufacture using conventional techniques.
Improved Precision and Accuracy:
Innovations in injection molding technology have led to improved precision and accuracy in part production. High-precision molds, advanced control systems, and closed-loop feedback mechanisms ensure precise control over the molding process variables, such as temperature, pressure, and cooling. This level of control results in parts with tight tolerances, consistent dimensions, and improved surface finishes. Enhanced precision and accuracy enable the production of parts that meet strict quality requirements, fit seamlessly with other components, and perform reliably in their intended applications.
Material Advancements:
The development of new materials and material combinations specifically formulated for injection molding has expanded the range of properties available to part designers. Innovations in materials include high-performance engineering thermoplastics, bio-based polymers, reinforced composites, and specialty materials with unique properties. These advancements allow for the production of parts with enhanced mechanical strength, improved chemical resistance, superior heat resistance, and customized performance characteristics. Material advancements in injection molding technology enable the creation of parts that can withstand demanding operating conditions and meet the specific requirements of various industries.
Process Efficiency:
Innovations in injection molding technology have introduced process optimizations that improve efficiency and productivity. Advanced automation, robotics, and real-time monitoring systems enable faster cycle times, reduced scrap rates, and increased production throughput. Additionally, innovations like multi-cavity molds, hot-runner systems, and micro-injection molding techniques improve material utilization and reduce production costs. Increased process efficiency allows for the economical production of high-quality parts in larger quantities, meeting the demands of industries that require high-volume production.
Overmolding and Multi-Material Molding:
Advancements in injection molding technology have enabled the integration of multiple materials or components into a single part through overmolding or multi-material molding processes. Overmolding allows for the encapsulation of inserts, such as metal components or electronics, with a thermoplastic material in a single molding cycle. This enables the creation of parts with improved functionality, enhanced aesthetics, and simplified assembly. Multi-material molding techniques, such as co-injection molding or sequential injection molding, enable the production of parts with multiple colors, varying material properties, or complex material combinations. These capabilities expand the design possibilities and allow for the creation of innovative parts with unique features and performance characteristics.
Additive Manufacturing Integration:
The integration of additive manufacturing, commonly known as 3D printing, with injection molding technology has opened up new possibilities for part design and production. Additive manufacturing can be used to create complex mold geometries, conformal cooling channels, or custom inserts, which enhance part quality, reduce cycle times, and improve part performance. By combining additive manufacturing and injection molding, designers can explore new design concepts, produce rapid prototypes, and efficiently manufacture customized or low-volume production runs.
Sustainability and Eco-Friendly Solutions:
Advancements in injection molding technology have also focused on sustainability and eco-friendly solutions. This includes the development of biodegradable and compostable materials, recycling technologies for post-consumer and post-industrial waste, and energy-efficient molding processes. These advancements enable the production of environmentally friendly parts that contribute to reducing the carbon footprint and meeting sustainability goals.
Overall, innovations and advancements in injection molding technology have revolutionized part design and production. They have expanded design possibilities, improved precision and accuracy, introduced new materials, enhanced process efficiency, enabled overmolding and multi-material molding, integrated additive manufacturing, and promoted sustainability. These advancements empower part designers and manufacturers to create highly functional, complex, and customized parts that meet the demands of various industries and contribute to overall process efficiency and sustainability.
What are injection molded parts, and how are they manufactured?
Injection molded parts are components or products that are produced through the injection molding manufacturing process. Injection molding is a widely used manufacturing technique for creating plastic parts with high precision, complexity, and efficiency. Here’s a detailed explanation of injection molded parts and the process of manufacturing them:
Injection Molding Process:
The injection molding process involves the following steps:
1. Mold Design:
The first step in manufacturing injection molded parts is designing the mold. The mold is a custom-made tool that defines the shape and features of the final part. It is typically made from steel or aluminum and consists of two halves: the cavity and the core. The mold design takes into account factors such as part geometry, material selection, cooling requirements, and ejection mechanism.
2. Material Selection:
The next step is selecting the appropriate material for the injection molding process. Thermoplastic polymers are commonly used due to their ability to melt and solidify repeatedly without significant degradation. The material choice depends on the desired properties of the final part, such as strength, flexibility, transparency, or chemical resistance.
3. Melting and Injection:
In the injection molding machine, the selected thermoplastic material is melted and brought to a molten state. The molten material, called the melt, is then injected into the mold under high pressure. The injection is performed through a nozzle and a runner system that delivers the molten material to the mold cavity.
4. Cooling:
After the molten material is injected into the mold, it begins to cool and solidify. Cooling is a critical phase of the injection molding process as it determines the final part’s dimensional accuracy, strength, and other properties. The mold is designed with cooling channels or inserts to facilitate the efficient and uniform cooling of the part. Cooling time can vary depending on factors such as part thickness, material properties, and mold design.
5. Mold Opening and Ejection:
Once the injected material has sufficiently cooled and solidified, the mold opens, separating the two halves. Ejector pins or other mechanisms are used to push or release the part from the mold cavity. The ejection system must be carefully designed to avoid damaging the part during the ejection process.
6. Finishing:
After ejection, the injection molded part may undergo additional finishing processes, such as trimming excess material, removing sprues or runners, and applying surface treatments or textures. These processes help achieve the desired final appearance and functionality of the part.
Advantages of Injection Molded Parts:
Injection molded parts offer several advantages:
1. High Precision and Complexity:
Injection molding allows for the creation of parts with high precision and intricate details. The molds can produce complex shapes, fine features, and precise dimensions, enabling the manufacturing of parts with tight tolerances.
2. Cost-Effective Mass Production:
Injection molding is a highly efficient process suitable for large-scale production. Once the mold is created, the manufacturing process can be automated, resulting in fast and cost-effective production of identical parts. The high production volumes help reduce per-unit costs.
3. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, allowing for versatility in material selection based on the desired characteristics of the final part. Different materials can be used to achieve specific properties such as strength, flexibility, heat resistance, or chemical resistance.
4. Strength and Durability:
Injection molded parts can exhibit excellent strength and durability. The molding process ensures that the material is uniformly distributed, resulting in consistent mechanical properties throughout the part. This makes injection molded parts suitable for various applications that require structural integrity and longevity.
5. Minimal Post-Processing:
Injection molded parts often require minimal post-processing. The high precision and quality achieved during the molding process reduce the need for extensive additional machining or finishing operations, saving time and costs.
6. Design Flexibility:
With injection molding, designers have significant flexibility in part design. The process can accommodate complex geometries, undercuts, thin walls, and other design features that may be challenging or costly with other manufacturing methods. This flexibility allows for innovation and optimization of part functionality.
In summary, injection molded parts are components or products manufactured through the injection molding process. This process involves designing amold, selecting the appropriate material, melting and injecting the material into the mold, cooling and solidifying the part, opening the mold and ejecting the part, and applying finishing processes as necessary. Injection molded parts offer advantages such as high precision, complexity, cost-effective mass production, material versatility, strength and durability, minimal post-processing, and design flexibility. These factors contribute to the widespread use of injection molding in various industries for producing high-quality plastic parts.
editor by CX 2024-02-25
China Custom Plastic Extruder Machinery Spur Gearbox Gear plastic cogs
Product Description
Machining Capability
Our Gear, Pinion Shaft, Ring Gear Capabilities:
| Capabilities of Gears/ Splines | ||||||
| Item | Internal Gears and Internal Splines | External Gears and External Splines | ||||
| Milled | Shaped | Ground | Hobbed | Milled | Ground | |
| Max O.D. | 2500 mm | |||||
| Min I.D.(mm) | 30 | 320 | 20 | |||
| Max Face Width(mm) | 500 | 1480 | ||||
| Max DP | 1 | 0.5 | 1 | 0.5 | ||
| Max Module(mm) | 26 | 45 | 26 | 45 | ||
| DIN Class Level | DIN Class 8 | DIN Class 4 | DIN Class 8 | DIN Class 4 | ||
| Tooth Finish | Ra 3.2 | Ra 0.6 | Ra 3.2 | Ra 0.6 | ||
| Max Helix Angle | ±22.5° | ±45° | ||||
Our Main Product Range
1. Spur Gear
2. Planetary Gear
3. Metal Gears
4. CHINAMFG
5. Ring Gear
6. Gear Shaft
7. Helical Gear
8. Pinion Shaft
9. Spline Shaft
Company Profile
1. 21 years experience in high quality gear, gear shaft’s production, sales and R&D.
2. Our Gear, Gear Shaft are certificated by ISO9001: 2008 and ISO14001: 2004.
3. CHINAMFG has more than 50 patents in high quality Gear, Gear Shaft manufacturing.
4. CHINAMFG products are exported to America, Europe.
5. Experience in cooperate with many Fortune 500 Companies
Our Advantages
1) In-house capability: OEM service as per customers’ requests, with in-house tooling design & fabricating
2) Professional engineering capability: On product design, optimization and performance analysis
3) Manufacturing capability range: DIN 3960 class 8 to 4, ISO 1328 class 8 to 4, AGMA 2000 class 10-15, JIS 1702-1703 class 0 to 2, etc.
4) Packing: Tailor-made packaging method according to customer’s requirement
5) Just-in-time delivery capability
FAQ
1. Q: Can you make as per custom drawing?
A: Yes, we can do that.
2. Q: If I don’t have drawing, what can you do for me?
A: If you don’t have drawing, but have the sample part, you may send us. We will check if we can make it or not.
3. Q: How do you make sure the quality of your products?
A: We will do a series of inspections, such as:
A. Raw material inspection (includes chemical and physical mechanical characters inspection),
B. Machining process dimensional inspection (includes: 1st pc inspection, self inspection, final inspection),
C. Heat treatment result inspection,
D. Gear tooth inspection (to know the achieved gear quality level),
E. Magnetic particle inspection (to know if there’s any cracks in the gear).
We will provide you the reports 1 set for each batch/ shipment.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Machinery |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | External Gear |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|
What are the typical tolerances and quality standards for injection molded parts?
When it comes to injection molded parts, the tolerances and quality standards can vary depending on several factors, including the specific application, industry requirements, and the capabilities of the injection molding process. Here are some general considerations regarding tolerances and quality standards:
Tolerances:
The tolerances for injection molded parts typically refer to the allowable deviation from the intended design dimensions. These tolerances are influenced by various factors, including the part geometry, material properties, mold design, and process capabilities. It’s important to note that achieving tighter tolerances often requires more precise tooling, tighter process control, and additional post-processing steps. Here are some common types of tolerances found in injection molding:
1. Dimensional Tolerances:
Dimensional tolerances define the acceptable range of variation for linear dimensions, such as length, width, height, and diameter. The specific tolerances depend on the part’s critical dimensions and functional requirements. Typical dimensional tolerances for injection molded parts can range from +/- 0.05 mm to +/- 0.5 mm or even tighter, depending on the complexity of the part and the process capabilities.
2. Geometric Tolerances:
Geometric tolerances specify the allowable variation in shape, form, and orientation of features on the part. These tolerances are often expressed using symbols and control the relationships between various geometric elements. Common geometric tolerances include flatness, straightness, circularity, concentricity, perpendicularity, and angularity. The specific geometric tolerances depend on the part’s design requirements and the manufacturing capabilities.
3. Surface Finish Tolerances:
Surface finish tolerances define the acceptable variation in the texture, roughness, and appearance of the part’s surfaces. The surface finish requirements are typically specified using roughness parameters, such as Ra (arithmetical average roughness) or Rz (maximum height of the roughness profile). The specific surface finish tolerances depend on the part’s aesthetic requirements, functional needs, and the material being used.
Quality Standards:
In addition to tolerances, injection molded parts are subject to various quality standards that ensure their performance, reliability, and consistency. These standards may be industry-specific or based on international standards organizations. Here are some commonly referenced quality standards for injection molded parts:
1. ISO 9001:
The ISO 9001 standard is a widely recognized quality management system that establishes criteria for the overall quality control and management of an organization. Injection molding companies often seek ISO 9001 certification to demonstrate their commitment to quality and adherence to standardized processes for design, production, and customer satisfaction.
2. ISO 13485:
ISO 13485 is a specific quality management system standard for medical devices. Injection molded parts used in the medical industry must adhere to this standard to ensure they meet the stringent quality requirements for safety, efficacy, and regulatory compliance.
3. Automotive Industry Standards:
The automotive industry has its own set of quality standards, such as ISO/TS 16949 (now IATF 16949), which focuses on the quality management system for automotive suppliers. These standards encompass requirements for product design, development, production, installation, and servicing, ensuring the quality and reliability of injection molded parts used in automobiles.
4. Industry-Specific Standards:
Various industries may have specific quality standards or guidelines that pertain to injection molded parts. For example, the aerospace industry may reference standards like AS9100, while the electronics industry may adhere to standards such as IPC-A-610 for acceptability of electronic assemblies.
It’s important to note that the specific tolerances and quality standards for injection molded parts can vary significantly depending on the application and industry requirements. Design engineers and manufacturers work together to define the appropriate tolerances and quality standards based on the functional requirements, cost considerations, and the capabilities of the injection molding process.
How do innovations and advancements in injection molding technology influence part design and production?
Innovations and advancements in injection molding technology have a significant influence on part design and production. These advancements introduce new capabilities, enhance process efficiency, improve part quality, and expand the range of applications for injection molded parts. Here’s a detailed explanation of how innovations and advancements in injection molding technology influence part design and production:
Design Freedom:
Advancements in injection molding technology have expanded the design freedom for part designers. With the introduction of advanced software tools, such as computer-aided design (CAD) and simulation software, designers can create complex geometries, intricate features, and highly optimized designs. The use of 3D modeling and simulation allows for the identification and resolution of potential design issues before manufacturing. This design freedom enables the production of innovative and highly functional parts that were previously challenging or impossible to manufacture using conventional techniques.
Improved Precision and Accuracy:
Innovations in injection molding technology have led to improved precision and accuracy in part production. High-precision molds, advanced control systems, and closed-loop feedback mechanisms ensure precise control over the molding process variables, such as temperature, pressure, and cooling. This level of control results in parts with tight tolerances, consistent dimensions, and improved surface finishes. Enhanced precision and accuracy enable the production of parts that meet strict quality requirements, fit seamlessly with other components, and perform reliably in their intended applications.
Material Advancements:
The development of new materials and material combinations specifically formulated for injection molding has expanded the range of properties available to part designers. Innovations in materials include high-performance engineering thermoplastics, bio-based polymers, reinforced composites, and specialty materials with unique properties. These advancements allow for the production of parts with enhanced mechanical strength, improved chemical resistance, superior heat resistance, and customized performance characteristics. Material advancements in injection molding technology enable the creation of parts that can withstand demanding operating conditions and meet the specific requirements of various industries.
Process Efficiency:
Innovations in injection molding technology have introduced process optimizations that improve efficiency and productivity. Advanced automation, robotics, and real-time monitoring systems enable faster cycle times, reduced scrap rates, and increased production throughput. Additionally, innovations like multi-cavity molds, hot-runner systems, and micro-injection molding techniques improve material utilization and reduce production costs. Increased process efficiency allows for the economical production of high-quality parts in larger quantities, meeting the demands of industries that require high-volume production.
Overmolding and Multi-Material Molding:
Advancements in injection molding technology have enabled the integration of multiple materials or components into a single part through overmolding or multi-material molding processes. Overmolding allows for the encapsulation of inserts, such as metal components or electronics, with a thermoplastic material in a single molding cycle. This enables the creation of parts with improved functionality, enhanced aesthetics, and simplified assembly. Multi-material molding techniques, such as co-injection molding or sequential injection molding, enable the production of parts with multiple colors, varying material properties, or complex material combinations. These capabilities expand the design possibilities and allow for the creation of innovative parts with unique features and performance characteristics.
Additive Manufacturing Integration:
The integration of additive manufacturing, commonly known as 3D printing, with injection molding technology has opened up new possibilities for part design and production. Additive manufacturing can be used to create complex mold geometries, conformal cooling channels, or custom inserts, which enhance part quality, reduce cycle times, and improve part performance. By combining additive manufacturing and injection molding, designers can explore new design concepts, produce rapid prototypes, and efficiently manufacture customized or low-volume production runs.
Sustainability and Eco-Friendly Solutions:
Advancements in injection molding technology have also focused on sustainability and eco-friendly solutions. This includes the development of biodegradable and compostable materials, recycling technologies for post-consumer and post-industrial waste, and energy-efficient molding processes. These advancements enable the production of environmentally friendly parts that contribute to reducing the carbon footprint and meeting sustainability goals.
Overall, innovations and advancements in injection molding technology have revolutionized part design and production. They have expanded design possibilities, improved precision and accuracy, introduced new materials, enhanced process efficiency, enabled overmolding and multi-material molding, integrated additive manufacturing, and promoted sustainability. These advancements empower part designers and manufacturers to create highly functional, complex, and customized parts that meet the demands of various industries and contribute to overall process efficiency and sustainability.
Can you describe the range of materials that can be used for injection molding?
Injection molding offers a wide range of materials that can be used to produce parts with diverse properties and characteristics. The choice of material depends on the specific requirements of the application, including mechanical properties, chemical resistance, thermal stability, transparency, and cost. Here’s a description of the range of materials commonly used for injection molding:
1. Thermoplastics:
Thermoplastics are the most commonly used materials in injection molding due to their versatility, ease of processing, and recyclability. Some commonly used thermoplastics include:
- Polypropylene (PP): PP is a lightweight and flexible thermoplastic with excellent chemical resistance and low cost. It is widely used in automotive parts, packaging, consumer products, and medical devices.
- Polyethylene (PE): PE is a versatile thermoplastic with excellent impact strength and chemical resistance. It is used in various applications, including packaging, pipes, automotive components, and toys.
- Polystyrene (PS): PS is a rigid and transparent thermoplastic with good dimensional stability. It is commonly used in packaging, consumer goods, and disposable products.
- Polycarbonate (PC): PC is a transparent and impact-resistant thermoplastic with high heat resistance. It finds applications in automotive parts, electronic components, and optical lenses.
- Acrylonitrile Butadiene Styrene (ABS): ABS is a versatile thermoplastic with a good balance of strength, impact resistance, and heat resistance. It is commonly used in automotive parts, electronic enclosures, and consumer products.
- Polyvinyl Chloride (PVC): PVC is a durable and flame-resistant thermoplastic with good chemical resistance. It is used in a wide range of applications, including construction, electrical insulation, and medical tubing.
- Polyethylene Terephthalate (PET): PET is a strong and lightweight thermoplastic with excellent clarity and barrier properties. It is commonly used in packaging, beverage bottles, and textile fibers.
2. Engineering Plastics:
Engineering plastics offer enhanced mechanical properties, heat resistance, and dimensional stability compared to commodity thermoplastics. Some commonly used engineering plastics in injection molding include:
- Polyamide (PA/Nylon): Nylon is a strong and durable engineering plastic with excellent wear resistance and low friction properties. It is used in automotive components, electrical connectors, and industrial applications.
- Polycarbonate (PC): PC, mentioned earlier, is also considered an engineering plastic due to its exceptional impact resistance and high-temperature performance.
- Polyoxymethylene (POM/Acetal): POM is a high-strength engineering plastic with low friction and excellent dimensional stability. It finds applications in gears, bearings, and precision mechanical components.
- Polyphenylene Sulfide (PPS): PPS is a high-performance engineering plastic with excellent chemical resistance and thermal stability. It is used in electrical and electronic components, automotive parts, and industrial applications.
- Polyetheretherketone (PEEK): PEEK is a high-performance engineering plastic with exceptional heat resistance, chemical resistance, and mechanical properties. It is commonly used in aerospace, medical, and industrial applications.
3. Thermosetting Plastics:
Thermosetting plastics undergo a chemical crosslinking process during molding, resulting in a rigid and heat-resistant material. Some commonly used thermosetting plastics in injection molding include:
- Epoxy: Epoxy resins offer excellent chemical resistance and mechanical properties. They are commonly used in electrical components, adhesives, and coatings.
- Phenolic: Phenolic resins are known for their excellent heat resistance and electrical insulation properties. They find applications in electrical switches, automotive parts, and consumer goods.
- Urea-formaldehyde (UF) and Melamine-formaldehyde (MF): UF and MF resins are used for molding electrical components, kitchenware, and decorative laminates.
4. Elastomers:
Elastomers, also known as rubber-like materials, are used to produce flexible and elastic parts. They provide excellent resilience, durability, and sealing properties. Some commonly used elastomers in injection molding include:
- Thermoplastic Elastomers (TPE): TPEs are a class of materials that combine the characteristics of rubber and plastic. They offer flexibility, good compression set, and ease of processing. TPEs find applications in automotive components, consumer products, and medical devices.
- Silicone: Silicone elastomers provide excellent heat resistance, electrical insulation, and biocompatibility. They are commonly used in medical devices, automotive seals, and household products.
- Styrene Butadiene Rubber (SBR): SBR is a synthetic elastomer with good abrasion resistance and low-temperature flexibility. It is used in tires, gaskets, and conveyor belts.
- Ethylene Propylene Diene Monomer (EPDM): EPDM is a durable elastomer with excellent weather resistance and chemical resistance. It finds applications in automotive seals, weatherstripping, and roofing membranes.
5. Composites:
Injection molding can also be used to produce parts made of composite materials, which combine two or more different types of materials to achieve specific properties. Commonly used composite materials in injection molding include:
- Glass-Fiber Reinforced Plastics (GFRP): GFRP combines glass fibers with thermoplastics or thermosetting resins to enhance mechanical strength, stiffness, and dimensional stability. It is used in automotive components, electrical enclosures, and sporting goods.
- Carbon-Fiber Reinforced Plastics (CFRP): CFRP combines carbon fibers with thermosetting resins to produce parts with exceptional strength, stiffness, and lightweight properties. It is commonly used in aerospace, automotive, and high-performance sports equipment.
- Metal-Filled Plastics: Metal-filled plastics incorporate metal particles or fibers into thermoplastics to achieve properties such as conductivity, electromagnetic shielding, or enhanced weight and feel. They are used in electrical connectors, automotive components, and consumer electronics.
These are just a few examples of the materials used in injection molding. There are numerous other specialized materials available, each with its own unique properties, such as flame retardancy, low friction, chemical resistance, or specific certifications for medical or food-contact applications. The selection of the material depends on the desired performance, cost considerations, and regulatory requirements of the specific application.
editor by CX 2024-01-15
China factory Plastic Extruder Machinery Spur Gearbox Gear plastic cogs
Product Description
Machining Capability
Our Gear, Pinion Shaft, Ring Gear Capabilities:
| Capabilities of Gears/ Splines | ||||||
| Item | Internal Gears and Internal Splines | External Gears and External Splines | ||||
| Milled | Shaped | Ground | Hobbed | Milled | Ground | |
| Max O.D. | 2500 mm | |||||
| Min I.D.(mm) | 30 | 320 | 20 | |||
| Max Face Width(mm) | 500 | 1480 | ||||
| Max DP | 1 | 0.5 | 1 | 0.5 | ||
| Max Module(mm) | 26 | 45 | 26 | 45 | ||
| DIN Class Level | DIN Class 8 | DIN Class 4 | DIN Class 8 | DIN Class 4 | ||
| Tooth Finish | Ra 3.2 | Ra 0.6 | Ra 3.2 | Ra 0.6 | ||
| Max Helix Angle | ±22.5° | ±45° | ||||
Our Main Product Range
1. Spur Gear
2. Planetary Gear
3. Metal Gears
4. CHINAMFG
5. Ring Gear
6. Gear Shaft
7. Helical Gear
8. Pinion Shaft
9. Spline Shaft
Company Profile
1. 21 years experience in high quality gear, gear shaft’s production, sales and R&D.
2. Our Gear, Gear Shaft are certificated by ISO9001: 2008 and ISO14001: 2004.
3. CHINAMFG has more than 50 patents in high quality Gear, Gear Shaft manufacturing.
4. CHINAMFG products are exported to America, Europe.
5. Experience in cooperate with many Fortune 500 Companies
Our Advantages
1) In-house capability: OEM service as per customers’ requests, with in-house tooling design & fabricating
2) Professional engineering capability: On product design, optimization and performance analysis
3) Manufacturing capability range: DIN 3960 class 8 to 4, ISO 1328 class 8 to 4, AGMA 2000 class 10-15, JIS 1702-1703 class 0 to 2, etc.
4) Packing: Tailor-made packaging method according to customer’s requirement
5) Just-in-time delivery capability
FAQ
1. Q: Can you make as per custom drawing?
A: Yes, we can do that.
2. Q: If I don’t have drawing, what can you do for me?
A: If you don’t have drawing, but have the sample part, you may send us. We will check if we can make it or not.
3. Q: How do you make sure the quality of your products?
A: We will do a series of inspections, such as:
A. Raw material inspection (includes chemical and physical mechanical characters inspection),
B. Machining process dimensional inspection (includes: 1st pc inspection, self inspection, final inspection),
C. Heat treatment result inspection,
D. Gear tooth inspection (to know the achieved gear quality level),
E. Magnetic particle inspection (to know if there’s any cracks in the gear).
We will provide you the reports 1 set for each batch/ shipment.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Application: | Machinery |
|---|---|
| Hardness: | Hardened Tooth Surface |
| Gear Position: | External Gear |
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|
What are the typical tolerances and quality standards for injection molded parts?
When it comes to injection molded parts, the tolerances and quality standards can vary depending on several factors, including the specific application, industry requirements, and the capabilities of the injection molding process. Here are some general considerations regarding tolerances and quality standards:
Tolerances:
The tolerances for injection molded parts typically refer to the allowable deviation from the intended design dimensions. These tolerances are influenced by various factors, including the part geometry, material properties, mold design, and process capabilities. It’s important to note that achieving tighter tolerances often requires more precise tooling, tighter process control, and additional post-processing steps. Here are some common types of tolerances found in injection molding:
1. Dimensional Tolerances:
Dimensional tolerances define the acceptable range of variation for linear dimensions, such as length, width, height, and diameter. The specific tolerances depend on the part’s critical dimensions and functional requirements. Typical dimensional tolerances for injection molded parts can range from +/- 0.05 mm to +/- 0.5 mm or even tighter, depending on the complexity of the part and the process capabilities.
2. Geometric Tolerances:
Geometric tolerances specify the allowable variation in shape, form, and orientation of features on the part. These tolerances are often expressed using symbols and control the relationships between various geometric elements. Common geometric tolerances include flatness, straightness, circularity, concentricity, perpendicularity, and angularity. The specific geometric tolerances depend on the part’s design requirements and the manufacturing capabilities.
3. Surface Finish Tolerances:
Surface finish tolerances define the acceptable variation in the texture, roughness, and appearance of the part’s surfaces. The surface finish requirements are typically specified using roughness parameters, such as Ra (arithmetical average roughness) or Rz (maximum height of the roughness profile). The specific surface finish tolerances depend on the part’s aesthetic requirements, functional needs, and the material being used.
Quality Standards:
In addition to tolerances, injection molded parts are subject to various quality standards that ensure their performance, reliability, and consistency. These standards may be industry-specific or based on international standards organizations. Here are some commonly referenced quality standards for injection molded parts:
1. ISO 9001:
The ISO 9001 standard is a widely recognized quality management system that establishes criteria for the overall quality control and management of an organization. Injection molding companies often seek ISO 9001 certification to demonstrate their commitment to quality and adherence to standardized processes for design, production, and customer satisfaction.
2. ISO 13485:
ISO 13485 is a specific quality management system standard for medical devices. Injection molded parts used in the medical industry must adhere to this standard to ensure they meet the stringent quality requirements for safety, efficacy, and regulatory compliance.
3. Automotive Industry Standards:
The automotive industry has its own set of quality standards, such as ISO/TS 16949 (now IATF 16949), which focuses on the quality management system for automotive suppliers. These standards encompass requirements for product design, development, production, installation, and servicing, ensuring the quality and reliability of injection molded parts used in automobiles.
4. Industry-Specific Standards:
Various industries may have specific quality standards or guidelines that pertain to injection molded parts. For example, the aerospace industry may reference standards like AS9100, while the electronics industry may adhere to standards such as IPC-A-610 for acceptability of electronic assemblies.
It’s important to note that the specific tolerances and quality standards for injection molded parts can vary significantly depending on the application and industry requirements. Design engineers and manufacturers work together to define the appropriate tolerances and quality standards based on the functional requirements, cost considerations, and the capabilities of the injection molding process.
How do injection molded parts enhance the overall efficiency and functionality of products and equipment?
Injection molded parts play a crucial role in enhancing the overall efficiency and functionality of products and equipment. They offer numerous advantages that make them a preferred choice in various industries. Here’s a detailed explanation of how injection molded parts contribute to improved efficiency and functionality:
1. Design Flexibility:
Injection molding allows for intricate and complex part designs that can be customized to meet specific requirements. The flexibility in design enables the integration of multiple features, such as undercuts, threads, hinges, and snap fits, into a single molded part. This versatility enhances the functionality of the product or equipment by enabling the creation of parts that are precisely tailored to their intended purpose.
2. High Precision and Reproducibility:
Injection molding offers excellent dimensional accuracy and repeatability, ensuring consistent part quality throughout production. The use of precision molds and advanced molding techniques allows for the production of parts with tight tolerances and intricate geometries. This high precision and reproducibility enhance the efficiency of products and equipment by ensuring proper fit, alignment, and functionality of the molded parts.
3. Cost-Effective Mass Production:
Injection molding is a highly efficient and cost-effective method for mass production. Once the molds are created, the injection molding process can rapidly produce a large number of identical parts in a short cycle time. The ability to produce parts in high volumes streamlines the manufacturing process, reduces labor costs, and ensures consistent part quality. This cost-effectiveness contributes to overall efficiency and enables the production of affordable products and equipment.
4. Material Selection:
Injection molding offers a wide range of material options, including engineering thermoplastics, elastomers, and even certain metal alloys. The ability to choose from various materials with different properties allows manufacturers to select the most suitable material for each specific application. The right material selection enhances the functionality of the product or equipment by providing the desired mechanical, thermal, and chemical properties required for optimal performance.
5. Structural Integrity and Durability:
Injection molded parts are known for their excellent structural integrity and durability. The molding process ensures uniform material distribution, resulting in parts with consistent strength and reliability. The elimination of weak points, such as seams or joints, enhances the overall structural integrity of the product or equipment. Additionally, injection molded parts are resistant to impact, wear, and environmental factors, ensuring long-lasting functionality in demanding applications.
6. Integration of Features:
Injection molding enables the integration of multiple features into a single part. This eliminates the need for assembly or additional components, simplifying the manufacturing process and reducing production time and costs. The integration of features such as hinges, fasteners, or mounting points enhances the overall efficiency and functionality of the product or equipment by providing convenient and streamlined solutions.
7. Lightweight Design:
Injection molded parts can be manufactured with lightweight materials without compromising strength or durability. This is particularly advantageous in industries where weight reduction is critical, such as automotive, aerospace, and consumer electronics. The use of lightweight injection molded parts improves energy efficiency, reduces material costs, and enhances the overall performance and efficiency of the products and equipment.
8. Consistent Surface Finish:
Injection molding produces parts with a consistent and high-quality surface finish. The use of polished or textured molds ensures that the molded parts have smooth, aesthetic surfaces without the need for additional finishing operations. This consistent surface finish enhances the overall functionality and visual appeal of the product or equipment, contributing to a positive user experience.
9. Customization and Branding:
Injection molding allows for customization and branding options, such as incorporating logos, labels, or surface textures, directly into the molded parts. This customization enhances the functionality and marketability of products and equipment by providing a unique identity and reinforcing brand recognition.
Overall, injection molded parts offer numerous advantages that enhance the efficiency and functionality of products and equipment. Their design flexibility, precision, cost-effectiveness, material selection, structural integrity, lightweight design, and customization capabilities make them a preferred choice for a wide range of applications across industries.
How do injection molded parts compare to other manufacturing methods in terms of cost and efficiency?
Injection molded parts have distinct advantages over other manufacturing methods when it comes to cost and efficiency. The injection molding process offers high efficiency and cost-effectiveness, especially for large-scale production. Here’s a detailed explanation of how injection molded parts compare to other manufacturing methods:
Cost Comparison:
Injection molding can be cost-effective compared to other manufacturing methods for several reasons:
1. Tooling Costs:
Injection molding requires an initial investment in creating molds, which can be costly. However, once the molds are made, they can be used repeatedly for producing a large number of parts, resulting in a lower per-unit cost. The amortized tooling costs make injection molding more cost-effective for high-volume production runs.
2. Material Efficiency:
Injection molding is highly efficient in terms of material usage. The process allows for precise control over the amount of material injected into the mold, minimizing waste. Additionally, excess material from the molding process can be recycled and reused, further reducing material costs compared to methods that generate more significant amounts of waste.
3. Labor Costs:
Injection molding is a highly automated process, requiring minimal labor compared to other manufacturing methods. Once the molds are set up and the process parameters are established, the injection molding machine can run continuously, producing parts with minimal human intervention. This automation reduces labor costs and increases overall efficiency.
Efficiency Comparison:
Injection molded parts offer several advantages in terms of efficiency:
1. Rapid Production Cycle:
Injection molding is a fast manufacturing process, capable of producing parts in a relatively short cycle time. The cycle time depends on factors such as part complexity, material properties, and cooling time. However, compared to other methods such as machining or casting, injection molding can produce multiple parts simultaneously in each cycle, resulting in higher production rates and improved efficiency.
2. High Precision and Consistency:
Injection molding enables the production of parts with high precision and consistency. The molds used in injection molding are designed to provide accurate and repeatable dimensional control. This precision ensures that each part meets the required specifications, reducing the need for additional machining or post-processing operations. The ability to consistently produce precise parts enhances efficiency and reduces time and costs associated with rework or rejected parts.
3. Scalability:
Injection molding is highly scalable, making it suitable for both low-volume and high-volume production. Once the molds are created, the injection molding process can be easily replicated, allowing for efficient production of identical parts. The ability to scale production quickly and efficiently makes injection molding a preferred method for meeting changing market demands.
4. Design Complexity:
Injection molding supports the production of parts with complex geometries and intricate details. The molds can be designed to accommodate undercuts, thin walls, and complex shapes that may be challenging or costly with other manufacturing methods. This flexibility in design allows for the integration of multiple components into a single part, reducing assembly requirements and potential points of failure. The ability to produce complex designs efficiently enhances overall efficiency and functionality.
5. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, providing versatility in material selection based on the desired properties of the final part. Different materials can be chosen to achieve specific characteristics such as strength, flexibility, heat resistance, chemical resistance, or transparency. This material versatility allows for efficient customization and optimization of part performance.
In summary, injection molded parts are cost-effective and efficient compared to many other manufacturing methods. The initial tooling costs are offset by the ability to produce a large number of parts at a lower per-unit cost. The material efficiency, labor automation, rapid production cycle, high precision, scalability, design complexity, and material versatility contribute to the overall cost-effectiveness and efficiency of injection molding. These advantages make injection molding a preferred choice for various industries seeking to produce high-quality parts efficiently and economically.
editor by CX 2024-01-11
China 2023 New Pretend Play Toys Plastic Model Camping Set With Tent And Torch Hot Sale Wholesale Tent Toys For Kids worm gearbox
Type: Other Faux Play & Preschool
Gender: Unisex
Age Range: 2 to 4 Years, 5 to 7 a long time, 8 to 13 Several years
Product Quantity: SL324036/SL324037/SL324038/SL324039/SL324040
Solution name: Camping Set
Operate: Simulate seem and light-weight capabilities
Packing: Shade Box
Certification: EN71
Item Paramenters
| Product NO. | SL324036/SL324037/SL324038/SL324039/SL324040 | ||||||
| Desription | CAMPING Set | ||||||
| Packing | COLOR BOX | ||||||
| CBM/Carton (cuft) | 0.268 | ||||||
| Unit/Carton | 12 | ||||||
| MOQ (pcs) | 36 | ||||||
| Carton dimension (cm) | 68*fifty eight*sixty eight | ||||||
| Packing dimensions (cm) | 33*33*eighteen | ||||||
| Gross Weight (kgs) | 20 | ||||||
| Internet Excess weight (kgs) | 18 | ||||||

Synthesis of Epicyclic Gear Trains for Automotive Automatic Transmissions
In this article, we will discuss the synthesis of epicyclic gear trains for automotive automatic transmissions, their applications, and cost. After you have finished reading, you may want to do some research on the technology yourself. Here are some links to further reading on this topic. They also include an application in hybrid vehicle transmissions. Let’s look at the basic concepts of epicyclic gear trains. They are highly efficient and are a promising alternative to conventional gearing systems.
Synthesis of epicyclic gear trains for automotive automatic transmissions
The main purpose of automotive automatic transmissions is to maintain engine-drive wheel balance. The kinematic structure of epicyclic gear trains (EGTs) is derived from graph representations of these gear trains. The synthesis process is based on an algorithm that generates admissible epicyclic gear trains with up to ten links. This algorithm enables designers to design auto gear trains that have higher performance and better engine-drive wheel balance.
In this paper, we present a MATLAB optimization technique for determining the gear ratios of epicyclic transmission mechanisms. We also enumerate the number of teeth for all gears. Then, we estimate the overall velocity ratios of the obtained EGTs. Then, we analyze the feasibility of the proposed epicyclic gear trains for automotive automatic transmissions by comparing their structural characteristics.
A six-link epicyclic gear train is depicted in the following functional diagram. Each link is represented by a double-bicolor graph. The numbers on the graph represent the corresponding links. Each link has multiple joints. This makes it possible for a user to generate different configurations for each EGT. The numbers on the different graphs have different meanings, and the same applies to the double-bicolor figure.
In the next chapter of this article, we discuss the synthesis of epicyclic gear trains for automotive automatic transaxles. SAE International is an international organization of engineers and technical experts with core competencies in aerospace and automotive. Its charitable arm, the SAE Foundation, supports many programs and initiatives. These include the Collegiate Design Series and A World In Motion(r) and the SAE Foundation’s A World in Motion(r) award.
Applications
The epicyclic gear system is a type of planetary gear train. It can achieve a great speed reduction in a small space. In cars, epicyclic gear trains are often used for the automatic transmission. These gear trains are also useful in hoists and pulley blocks. They have many applications in both mechanical and electrical engineering. They can be used for high-speed transmission and require less space than other types of gear trains.
The advantages of an epicyclic gear train include its compact structure, low weight, and high power density. However, they are not without disadvantages. Gear losses in epicyclic gear trains are a result of friction between gear tooth surfaces, churning of lubricating oil, and the friction between shaft support bearings and sprockets. This loss of power is called latent power, and previous research has demonstrated that this loss is tremendous.
The epicyclic gear train is commonly used for high-speed transmissions, but it also has a small footprint and is suitable for a variety of applications. It is used as differential gears in speed frames, to drive bobbins, and for the Roper positive let-off in looms. In addition, it is easy to fabricate, making it an excellent choice for a variety of industrial settings.
Another example of an epicyclic gear train is the planetary gear train. It consists of two gears with a ring in the middle and the sun gear in the outer ring. Each gear is mounted so that its center rotates around the ring of the other gear. The planet gear and sun gear are designed so that their pitch circles do not slip and are in sync. The planet gear has a point on the pitch circle that traces the epicycloid curve.
This gear system also offers a lower MTTR than other types of planetary gears. The main disadvantage of these gear sets is the large number of bearings they need to run. Moreover, planetary gears are more maintenance-intensive than parallel shaft gears. This makes them more difficult to monitor and repair. The MTTR is also lower compared to parallel shaft gears. They can also be a little off on their axis, causing them to misalign or lose their efficiency.
Another example of an epicyclic gear train is the differential gear box of an automobile. These gears are used in wrist watches, lathe machines, and automotives to transmit power. In addition, they are used in many other applications, including in aircrafts. They are quiet and durable, making them an excellent choice for many applications. They are used in transmission, textile machines, and even aerospace. A pitch point is the path between two teeth in a gear set. The axial pitch of one gear can be increased by increasing its base circle.
An epicyclic gear is also known as an involute gear. The number of teeth in each gear determines its rate of rotation. A 24-tooth sun gear produces an N-tooth planet gear with a ratio of 3/2. A 24-tooth sun gear equals a -3/2 planet gear ratio. Consequently, the epicyclic gear system provides high torque for driving wheels. However, this gear train is not widely used in vehicles.
Cost
The cost of epicyclic gearing is lower when they are tooled rather than manufactured on a normal N/C milling machine. The epicyclic carriers should be manufactured in a casting and tooled using a single-purpose machine that has multiple cutters to cut the material simultaneously. This approach is widely used for industrial applications and is particularly useful in the automotive sector. The benefits of a well-made epicyclic gear transmission are numerous.
An example of this is the planetary arrangement where the planets orbit the sun while rotating on its shaft. The resulting speed of each gear depends on the number of teeth and the speed of the carrier. Epicyclic gears can be tricky to calculate relative speeds, as they must figure out the relative speed of the sun and the planet. The fixed sun is not at zero RPM at mesh, so the relative speed must be calculated.
In order to determine the mesh power transmission, epicyclic gears must be designed to be able to “float.” If the tangential load is too low, there will be less load sharing. An epicyclic gear must be able to allow “float.” It should also allow for some tangential load and pitch-line velocities. The higher these factors, the more efficient the gear set will be.
An epicyclic gear train consists of two or more spur gears placed circumferentially. These gears are arranged so that the planet gear rolls inside the pitch circle of the fixed outer gear ring. This curve is called a hypocycloid. An epicyclic gear train with a planet engaging a sun gear is called a planetary gear train. The sun gear is fixed, while the planet gear is driven.
An epicyclic gear train contains several meshes. Each gear has a different number of meshes, which translates into RPM. The epicyclic gear can increase the load application frequency by translating input torque into the meshes. The epicyclic gear train consists of 3 gears, the sun, planet, and ring. The sun gear is the center gear, while the planets orbit the sun. The ring gear has several teeth, which increases the gear speed.
Another type of epicyclic gear is the planetary gearbox. This gear box has multiple toothed wheels rotating around a central shaft. Its low-profile design makes it a popular choice for space-constrained applications. This gearbox type is used in automatic transmissions. In addition, it is used for many industrial uses involving electric gear motors. The type of gearbox you use will depend on the speed and torque of the input and output shafts.


editor by Cx 2023-06-28
China OEM Machine kneading extruding spiral plastic clay space sand Carbon black material paste cellulose Battery paste kneading machine worm gearbox
Mixer Type: Agitator
Barrel Quantity (L): three hundred
Substance Processed: Plastics, Substances, Food, Medication
Max. Loading Quantity (L): 250 L
Max. Loading Capacity: 250kg
Fat (KG): one thousand KG
Substance: SUS304, SUS316, SUS316L, Stainless Metal 304 / SUS316L
Situation: New
Product Variety: Toothpaste
Software: Viscous Fluid, Substances Processing
Further Capabilities: mixer blender
Voltage: 220V/380V
Dimension(L*W*H): AS Wants
Electricity (kW): 36 kW
Guarantee: 1 Calendar year
Crucial Selling Details: Automated
Applicable Industries: Manufacturing Plant
Showroom Spot: None
Marketing and advertising Kind: New Item 2571
Equipment Test Report: Offered
Video outgoing-inspection: Provided
Guarantee of main factors: 1 12 months
Main Components: Motor, Equipment, Pump
Function: Mixer Blender
Application scope: Chemical Cosmetic
Heating method: Electric powered Heating
Jacket: Heating Jacket Avaible
Discharge: Hydraulic Tilt
Usage: Mixing Paste Proucts
Shade: Consumers Ask for
Handle: Electronic Manage
After-income Provider Presented: On the internet support, Online video technical assist, Totally free spare parts
Soon after Guarantee Support: Movie technical help, On the web support
Nearby Service Location: None
Certification: CE ISO9001
Packaging Specifics: A few plywood case bundle
Port: HangZhou seaport
Machine kneading extruding spiral plastic clay room sand Carbon black content paste cellulose Battery paste kneading deviceThe sigma mixer is an ideal tools for mixing, kneading, vulcanizing and polymerizing substantial viscosity components. Sigma mixer can be used to produce silicone rubber, sealant, hot soften adhesive, foods gum foundation, pharmaceutical preparations, bubble gum ,chewing gum and so on. The sigma blade mixer is a unique mixing and kneading device. The most generally utilized is the use of 2 Z blades, which are organized side by side in parallel, that is, the speed of a stirring blade is quickly and the speed of a stirring blade is gradual to make a shear Slicing power, various paddle pace can make the mixing of materials can be speedily minimize, so that the material can be combined evenly.
| Model | Main motor electrical power | Blade (sigma or Z) speed,Optional frequency converter | Heating motor power(Optional) | Discharge method(Optional) | Vacuum pump power (optional vacuum) | |||||
| 5L | 0.75KW | 33/23RPM | 0.9KW | Manual tilt | 2.35KW | |||||
| 10L | 1.1KW | 33/23RPM | 0.9KW | Manual tilt | 2.35KW | |||||
| 100L | 4KW | 35/22RPM | 12KW | Hydraulic tilt(1.1KW)Screw extrusion(2.2KW) | 2.35KW | |||||
| 200L | 7.5KW | 35/22RPM | 18KW | Hydraulic tilt(1.1KW)Screw extrusion(2.2KW) | 4KW | |||||
| 300L | 15KW | 37/21RPM | 24KW | Hydraulic tilt(1.1KW)Screw extrusion(3KW) | 4KW | |||||
| 500L | 22KW | 35/25RPM | 36KW | Hydraulic tilt(1.1KW)Screw extrusion(4KW) | 4KW | |||||
| 1000L | 37KW | 30/16RPM | 36KW | Hydraulic tilt(1.1KW)Screw extrusion(7.5KW) | 7.5KW | |||||
| 1500L | 45KW | 30/16RPM | 45KW | Hydraulic tilt(1.1KW)Screw extrusion(7.5KW) | 7.5KW | |||||
| 2000L | 55KW | 30/16RPM | 45KW | Hydraulic tilt(1.1KW)Screw extrusion(11KW) | 11KW | |||||
| 3000L | 45-110KW | 30/16RPM | 55KW | Hydraulic tilt(1.1KW)Screw extrusion(11KW) | 11KW | |||||
| Ordinary guide cover opening, vacuum variety hydraulic opening go over, the speak to materials can be stainless steel, carbon metal,and many others. | ||||||||||
| The above information is for reference only. As a machine producing manufacturing facility, our equipment can be tailored for you. | ||||||||||
A few Discharge approaches aid processing of distinct materials. Creation Apps ——Chemical Market: Resins, Sealant, silicon rubber, glue/ adhesive, paint, dye, BMC/CMC, pigment, plastics, batteries. Tooth paste, Clay and so on.——Food Sector:Bubble gum, dough, chewing gum, soft sweet, cheese and many others. —-Pharmaceutical:Certification: CE CertificateDischarge Way: Hydraulic tilt Screw extruding ,Bottom valve.Heating: Electric heater heating Circulation oil heating or Steam heating.Material: SUS304/S.S316/Gentle steel. Customized according to client’s ask for.Ability: 5-3000L Organization Profile We will offer you you value referring to your detail request, so please kindly advise us of the substance, viscosity, density, and many others, andother specifications you prefer, and the particular supply will be provided.The images are earlier mentioned just for your reference.Our equipment can be tailored, leave an inquiry to know much more particulars about value, packing, transport and price.Any questions, really feel free of charge to make contact with us.
Types of Miter Gears
The different types of miter gears include Hypoid, Crown, and Spiral. To learn more, read on. In addition, you’ll learn about their differences and similarities. This article will provide an overview of the different types of miter gears. You can also choose the type that fits your needs by using the guide below. After you’ve read it, you’ll know how to use them in your project. You’ll also learn how to pair them up by hand, which is particularly useful if you’re working on a mechanical component.
Bevel gears
Bevel and miter gears are both used to connect two shafts that have different axes. In most cases, these gears are used at right angles. The pitch cone of a bevel gear has the same shape as that of a spur gear, except the tooth profile is slightly tapered and has variable depth. The pinions of a bevel gear are normally straight, but can be curved or skew-shaped. They can also have an offset crown wheel with straight teeth relative to the axis.
In addition to their industrial applications, miter gears are found in agriculture, bottling, printing, and various industrial sectors. They are used in coal mining, oil exploration, and chemical processes. They are an important part of conveyors, elevators, kilns, and more. In fact, miter gears are often used in machine tools, like forklifts and jigsaws.
When considering which gear is right for a certain application, you’ll need to think about the application and the design goals. For example, you’ll want to know the maximum load that the gear can carry. You can use computer simulation programs to determine the exact torque required for a specific application. Miter gears are bevel gears that are geared on a single axis, not two.
To calculate the torque required for a particular application, you’ll need to know the MA of each bevel gear. Fortunately, you can now do so with CZPT. With the help of this software, you can generate 3D models of spiral bevel gears. Once you’ve created your model, you can then machine it. This can make your job much easier! And it’s fun!
In terms of manufacturing, straight bevel gears are the easiest to produce. The earliest method for this type of gear is a planer with an indexing head. Since the development of CNC machining, however, more effective manufacturing methods have been developed. These include CZPT, Revacycle, and Coniflex systems. The CZPT uses the Revacycle system. You can also use a CNC mill to manufacture spiral bevel gears.
Hypoid bevel gears
When it comes to designing hypoid bevel gears for miter and other kinds of gears, there are several important parameters to consider. In order to produce high-quality gearings, the mounting distance between the gear teeth and the pinion must be within a predefined tolerance range. In other words, the mounting distance between the gear teeth and pinion must be 0.05 mm or less.
To make this possible, the hypoid bevel gearset mesh is designed to involve sliding action. The result is a quiet transmission. It also means that higher speeds are possible without increasing noise levels. In comparison, bevel gears tend to be noisy at high speeds. For these reasons, the hypoid gearset is the most efficient way to build miter gears. However, it’s important to keep in mind that hypoid gears are not for every application.
Hypoid bevel gears are analogous to spiral bevels, but they don’t have intersecting axes. Because of this, they can produce larger pinions with smooth engagement. Crown bevel gears, on the other hand, have a 90-degree pitch and parallel teeth. Their geometry and pitch is unique, and they have particular geometrical properties. There are different ways to express pitch. The diametral pitch is the number of teeth, while circumferential measurement is called the circumference.
The face-milling method is another technique used for the manufacture of hypoid and spiral bevel gears. Face-milling allows gears to be ground for high accuracy and surface finish. It also allows for the elimination of heat treatment and facilitates the creation of predesigned ease-off topographies. Face-milling increases mechanical resistance by as much as 20%. It also reduces noise levels.
The ANSI/AGMA/ISO standards for geometric dimensioning differ from the best practices for manufacturing hypoid and bevel gears. The violation of common datum surfaces leads to a number of geometrical dimensioning issues. Moreover, hypoid gears need to be designed to incorporate the base pitches of the mating pinion and the hypoid bevel gear. This is not possible without knowing the base pitch of the gear and the mating pinion.
Crown bevel gears
When choosing crown bevels for a miter gear, you will need to consider a number of factors. Specifically, you will need to know the ratio of the tooth load to the bevel gear pitch radius. This will help you choose a bevel gear that possesses the right amount of excitation and load capacity. Crown bevels are also known as helical gears, which are a combination of two bevel gear types.
These bevel gears differ from spiral bevels because the bevels are not intersected. This gives you the flexibility of using a larger pinion and smoother engagement. Crown bevel gears are also named for their different tooth portions: the toe, or the part of the gear closest to the bore, and the heel, or the outermost diameter. The tooth height is smaller at the toe than it is at the heel, but the height of the gear is the same at both places.
Crown bevel gears are cylindrical, with teeth that are angled at an angle. They have a 1:1 gear ratio and are used for miter gears and spur gears. Crown bevel gears have a tooth profile that is the same as spur gears but is slightly narrower at the tip, giving them superior quietness. Crown bevel gears for miter gears can be made with an offset pinion.
There are many other options available when choosing a Crown bevel gear for miter gears. The material used for the gears can vary from plastics to pre-hardened alloys. If you are concerned with the material’s strength, you can choose a pre-hardened alloy with a 32-35 Rc hardness. This alloy also has the advantage of being more durable than plastic. In addition to being stronger, crown bevel gears are also easier to lubricate.
Crown bevel gears for miter gears are similar to spiral bevels. However, they have a hyperbolic, not conical, pitch surface. The pinion is often offset above or below the center of the gear, which allows for a larger diameter. Crown bevel gears for miter gears are typically larger than hypoid gears. The hypoid gear is commonly used in automobile rear axles. They are useful when the angle of rotation is 90 degrees. And they can be used for 1:1 ratios.
Spiral miter gears
Spiral bevel gears are produced by machining the face surface of the teeth. The process follows the Hertz theory of elastic contact, where the dislocations are equivalent to small significant dimensions of the contact area and the relative radii of curvature. This method assumes that the surfaces are parallel and that the strains are small. Moreover, it can reduce noise. This makes spiral bevel gears an ideal choice for high-speed applications.
The precision machining of CZPT spiral miter gears reduces backlash. They feature adjustable locking nuts that can precisely adjust the spacing between the gear teeth. The result is reduced backlash and maximum drive life. In addition, these gears are flexible enough to accommodate design changes late in the production process, reducing risk for OEMs and increasing efficiency and productivity. The advantages of spiral miter gears are outlined below.
Spiral bevel gears also have many advantages. The most obvious of these advantages is that they have large-diameter shafts. The larger shaft size allows for a larger diameter gear, but this means a larger gear housing. In turn, this reduces ground clearance, interior space, and weight. It also makes the drive axle gear larger, which reduces ground clearance and interior space. Spiral bevel gears are more efficient than spiral bevel gears, but it may be harder to find the right size for your application.
Another benefit of spiral miter gears is their small size. For the same amount of power, a spiral miter gear is smaller than a straight cut miter gear. Moreover, spiral bevel gears are less likely to bend or pit. They also have higher precision properties. They are suitable for secondary operations. Spiral miter gears are more durable than straight cut ones and can operate at higher speeds.
A key feature of spiral miter gears is their ability to resist wear and tear. Because they are constantly being deformed, they tend to crack in a way that increases their wear and tear. The result is a harder gear with a more contoured grain flow. But it is possible to restore the quality of your gear through proper maintenance. If you have a machine, it would be in your best interest to replace worn parts if they aren’t functioning as they should.
editor by czh